
In today’s feed industry, producers face constant challenges: changing raw material costs, demands for higher nutritional digestibility, stricter hygiene and sustainability standards, and the need for uniform, high-quality pellets. Traditional pelleting or mash production methods often fall short — they produce uneven feed, waste raw materials, and fail to fully sterilize ingredients, leading to nutrient loss or contamination. The result? Reduced feed conversion efficiency, higher operational costs, and lower profitability.
But there’s a proven solution that has revolutionized feed processing — feed extrusion technology. Using precise control of temperature, moisture, pressure, and mechanical shear, extrusion transforms raw materials into digestible, stable, and high-value feed products. Whether for livestock, pets, or aquatic species, extrusion enables flexible formulations, improved nutrient availability, and extended shelf life. This guide explains, in full detail, how feed extrusion works, what types of extruders exist, and how to optimize every step of the process using Darin Machinery’s advanced twin-screw technology.
Feed extrusion is a high-temperature, short-time (HTST) process that cooks, shapes, and sterilizes feed materials using mechanical shear and heat inside a screw barrel under controlled pressure. It converts raw starches and proteins into expanded, digestible, uniform feed pellets suitable for pets, livestock, and aquatic animals. The process involves preconditioning, extrusion, drying, cooling, coating, and packaging — ensuring consistent texture, nutrition, and appearance.
Feed extrusion combines science, engineering, and nutrition — a field where precision equals profit. Keep reading to discover how extrusion technology works step-by-step, which machine configurations matter most, and how Darin’s twin-screw extruders enable efficient, versatile, and high-quality feed production for all categories: animal feed, pet food, and aquafeed.
Feed extrusion is only suitable for pet food production.False
Feed extrusion is widely used across pet, livestock, and aquatic feed industries due to its ability to control texture, density, and nutritional quality.
Twin-screw extruders offer better control and flexibility than single-screw extruders.True
Twin-screw extruders provide improved mixing, precise temperature management, and easier handling of complex formulations.
1. Understanding Feed Extrusion Technology
Feed extrusion is more than just a mechanical process — it’s an integrated cooking and forming technology that applies thermal, mechanical, and moisture energy simultaneously. In essence, extrusion combines mixing, shearing, heating, sterilizing, shaping, and partial drying into one continuous operation.
1.1 Principle of Feed Extrusion
Inside the extruder barrel, raw materials (usually containing 20–30% moisture) are compressed and sheared by rotating screws. Frictional heat and steam injection raise the temperature rapidly — typically to 100–180°C depending on formulation and product type. The material is then forced through a die plate, where sudden pressure release causes expansion. This creates a porous, digestible, and sterilized product.
| Parameter | Typical Range (Pet Feed) | Livestock Feed | Aquatic Feed |
|---|---|---|---|
| Temperature (°C) | 120–160 | 90–130 | 100–180 |
| Moisture (%) | 20–28 | 15–22 | 25–35 |
| Screw Speed (rpm) | 300–500 | 150–400 | 250–450 |
| Specific Mechanical Energy (kJ/kg) | 120–200 | 80–140 | 150–220 |
This process not only gelatinizes starch and denatures protein but also kills pathogens, destroys anti-nutritional factors, and enhances feed palatability.
1.2 Extrusion Benefits
Extrusion technology offers measurable advantages over traditional feed processing:
| Aspect | Conventional Pelleting | Extrusion Technology |
|---|---|---|
| Nutrient digestibility | Moderate | Very high |
| Sterilization effect | Limited | Complete |
| Product density control | Difficult | Precise |
| Flexibility of formulation | Low | High |
| Floating feed capability | None | Yes |
| Expansion and shape control | Limited | Excellent |
| Fat absorption after processing | Difficult | Efficient coating possible |
Through extrusion, starch gelatinization exceeds 80%, leading to improved nutrient uptake in animals. Protein digestibility also increases by 10–20% compared with pelleted feeds.
2. Major Applications of Feed Extrusion
Extrusion applies to multiple sectors:
- Pet Food Production: Dry kibble, semi-moist treats, dental sticks, and jerky-like snacks for dogs and cats.
- Aquatic Feed: Floating, slow-sinking, or sinking pellets for fish, shrimp, and crustaceans.
- Livestock Feed: Full-fat soybean extrusion, ruminant feed, and pre-conditioned grains for pigs or poultry.
- Functional Feed: Fortified with enzymes, probiotics, or vitamins; customized for growth stages or specific species.
Each category requires different processing parameters, die configurations, and moisture management — which Darin Machinery designs precisely into its DR-65, DR-70, and DR-85 twin-screw extruder models.
| Darin Extruder Model | Output (kg/h) | Main Motor Power (kW) | Applications |
|---|---|---|---|
| DR-65 Twin Screw | 120–150 | 22 | Pet & Small Fish Feed |
| DR-70 Twin Screw | 200–300 | 37 | Pet & Aquatic Feed |
| DR-85 Twin Screw | 400–500 | 75 | Animal & High-Capacity Feed Plants |
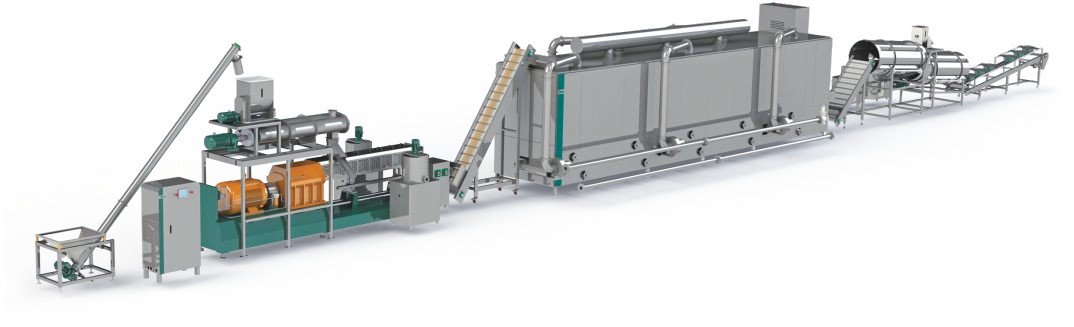
3. Key Components of a Feed Extrusion System
Extrusion systems are modular, yet each element plays a vital role in achieving stable, reproducible results. The process line generally consists of the following units:
- Raw Material Mixing and Grinding System
Homogenizes particle size and moisture. - Preconditioner
Steam-injected mixing chamber that pre-cooks raw materials for uniform hydration. - Extruder Barrel and Screws
The core processing zone where cooking, mixing, and shaping occur. - Die and Cutter Assembly
Shapes the feed into pellets, flakes, or rods. - Dryer
Reduces moisture content to 8–10% for stable shelf life. - Coating Drum
Applies oils, palatants, or nutrients post-drying. - Cooling and Packaging Section
Ensures temperature stabilization and protects the final product.
4. Types of Extruders: Single vs. Twin Screw
There are two main categories of feed extruders:
| Type | Advantages | Limitations | Best For |
|---|---|---|---|
| Single Screw | Lower cost, simpler structure | Less mixing, limited flexibility | Basic animal feed |
| Twin Screw | Superior control, mixing, and adaptability | Higher initial cost | Pet food & high-value aquatic feed |
Twin-screw extruders like Darin’s DR-70 and DR-85 series enable precise control over shear rate, temperature, and product texture, allowing users to create floating, sinking, or semi-moist products with consistent quality.
5. Step-by-Step Feed Extrusion Process Overview
Below is a high-level overview of the extrusion process before we move into deeper sections in Part 2 and Part 3:
- Raw Material Selection – Balanced composition of cereals, proteins, fats, minerals, and vitamins.
- Grinding & Mixing – Achieve homogenous particle size (<0.3 mm for aquatic feed).
- Preconditioning – Steam and moisture added to soften materials (~20–30% moisture).
- Extrusion Cooking – Thermal and mechanical treatment to expand, shape, and sterilize.
- Drying – Controlled moisture removal to prevent mold.
- Coating – Flavor or oil application for palatability and nutrition.
- Cooling & Packaging – Product stabilization and ready-for-sale preparation.
6. How Darin Machinery Enhances Feed Extrusion Efficiency
Darin Machinery’s twin-screw extruders are engineered for high precision, consistent product texture, and energy savings. The advantages include:
- Modular Screw Segments: Adjustable to optimize shear rate and residence time.
- Automatic Control System: PLC with touchscreen interface for temperature, speed, and pressure monitoring.
- Energy Optimization: Lower specific energy consumption per kilogram of feed.
- Sanitary Design: Stainless-steel contact parts, easy cleaning, and compliance with CE and ISO standards.
- Versatility: One line, multiple feed types — pet, fish, shrimp, or livestock feed.
How Can Feed Extrusion Parameters Be Optimized for Quality, Efficiency, and Nutrient Retention?
Feed extrusion is not just about running machines — it’s about controlling transformation. Every second inside the extruder affects starch gelatinization, protein denaturation, moisture migration, and product expansion. Poor control can lead to off-textures, nutrient loss, or inconsistent floating ability, while optimized parameters turn the same raw materials into high-value feed with excellent digestibility and stability.
To achieve this balance, producers must understand the technical parameters that govern extrusion: temperature, pressure, moisture, mechanical energy, screw speed, and die configuration. This section presents a complete engineering-level explanation of how each variable influences feed quality — supported by real operational data from Darin Machinery’s twin-screw extruder systems.
Feed extrusion quality depends on controlling five interrelated parameters: feed composition, moisture content, temperature profile, screw speed, and die design. Optimal conditions typically range between 120–160°C, 20–30% moisture, and 250–500 rpm for twin-screw extruders. These settings ensure maximum starch gelatinization (80–95%), high protein digestibility, and ideal pellet expansion for stable floating or sinking performance.
Successful feed extrusion is a dynamic equilibrium. The art lies in balancing thermal and mechanical inputs to cook without burning, expand without collapsing, and sterilize without degrading nutrients. Let’s dive into the engineering behind it.
Feed extrusion parameters cannot be adjusted during operation.False
Modern twin-screw extruders from Darin Machinery feature PLC control systems that allow real-time adjustments to screw speed, temperature zones, and feed rate.
Higher temperature always produces better expansion in extruded feed.False
Excessive temperature can degrade starch and protein, leading to collapse of the expanded structure and nutrient loss.
1. Core Extrusion Parameters and Their Impact
1.1 Temperature
Temperature is the most critical factor in extrusion cooking. It determines the degree of starch gelatinization and protein denaturation. The typical temperature profile inside the extruder barrel is divided into three to five zones — each with different heating functions.
| Zone | Function | Typical Temperature (°C) | Effect |
|---|---|---|---|
| Feed Zone | Initial conveying | 40–60 | Moisture uptake and mixing |
| Compression Zone | Cooking and shearing | 80–120 | Starch gelatinization begins |
| High Shear Zone | Intensive cooking | 120–180 | Protein denaturation, expansion readiness |
| Die Zone | Shaping and flash-off | 100–150 | Pressure release and expansion |
Temperature must be fine-tuned depending on the feed type. For example, fish feed extrusion often requires slightly lower die-zone temperatures to maintain controlled density for sinking or slow-sinking pellets.
1.2 Moisture Content
Water is both a lubricant and a reactant in extrusion. It regulates viscosity, influences expansion, and helps gelatinize starch.
| Feed Type | Moisture Before Extrusion (%) | Moisture After Extrusion (%) | Effect on Product |
|---|---|---|---|
| Pet Food | 22–28 | 8–10 | Expanded, crisp texture |
| Livestock Feed | 15–20 | 10–12 | Denser, less expanded pellets |
| Aquatic Feed | 25–35 | 10–12 | Adjustable buoyancy (floating or sinking) |
Maintaining correct moisture is crucial — too low leads to incomplete cooking; too high causes sticky flow and die blockage. Modern Darin extruders use automatic moisture dosing with steam and water injection valves for precision.
1.3 Screw Speed and Configuration
Screw rotation speed determines residence time and mechanical shear. Faster speeds increase shear and expansion but can also cause energy waste if not balanced with feed composition.
| Speed Range (rpm) | Effect on Product |
|---|---|
| <200 | Low shear, poor expansion |
| 250–400 | Balanced cooking and texture |
| 450–600 | High shear, strong expansion, more energy use |
Twin-screw designs allow modular configuration — changing pitch, kneading, and conveying elements — to suit specific feed recipes.
Darin DR-70 and DR-85 extruders include customizable screw segments, allowing clients to optimize for different markets (e.g., cat kibble vs. shrimp pellets).
1.4 Pressure and Die Design
As material moves toward the die, pressure can reach 3–10 MPa. The die orifice controls final shape, density, and surface smoothness.
Different die geometries yield various feed types:
| Die Type | Product Example | Shape |
|---|---|---|
| Round single-hole | Standard dog kibble | Cylindrical |
| Multi-hole | Floating fish feed | Granular |
| Ring die | Poultry or ruminant feed | Hollow cylinder |
| Custom profile die | Pet snacks or dental sticks | Special shapes |
Darin offers quick-change die systems to reduce downtime between formulations.
1.5 Specific Mechanical Energy (SME)
SME quantifies the total energy input from mechanical work per kilogram of feed. It’s a key indicator of product quality and process efficiency.
Formula:
[
SME = \frac{(Torque × Screw Speed)}{Mass Flow Rate}
]
Typical SME ranges for feed extrusion:
| Feed Type | SME (kJ/kg) |
|---|---|
| Pet Food | 120–200 |
| Livestock Feed | 80–140 |
| Aquatic Feed | 150–220 |
Higher SME enhances expansion and sterilization but must be balanced against raw material costs and thermal damage.
2. Process Optimization Techniques
2.1 Temperature Control Strategy
Modern twin-screw extruders use multi-zone heating with PID control. Each zone can be independently adjusted to maintain a precise thermal gradient. This allows seamless transition between products (e.g., from floating fish feed to sinking shrimp feed) without major setup changes.
2.2 Moisture Balancing
Moisture acts as both a heat carrier and structure moderator. Darin’s extruders integrate inline moisture sensors that feed data into the PLC system, automatically adjusting water or steam addition to stabilize product expansion and density.
2.3 Screw Profile Optimization
Each screw configuration defines how materials are mixed, sheared, and cooked. For example:
| Zone | Screw Element Type | Function |
|---|---|---|
| Feeding | Conveying element | Move material forward |
| Mixing | Kneading block | Homogenize and shear |
| Cooking | Reverse element | Increase pressure |
| Discharge | Forward element | Smooth flow to die |
Proper screw design avoids backflow and ensures uniform energy distribution — crucial for feed consistency.
2.4 Die Pressure Stabilization
The die head experiences continuous stress. To prevent surges, Darin Machinery uses hydraulic die clamps and pressure relief valves. Real-time monitoring prevents blockages, ensuring continuous extrusion flow.
2.5 Preconditioning Optimization
Before entering the extruder, the raw mix passes through a preconditioner — a steam-jacketed chamber that hydrates and preheats ingredients. This improves starch gelatinization efficiency and reduces mechanical load on the extruder.
| Preconditioning Parameter | Typical Range | Effect |
|---|---|---|
| Residence time | 30–90 sec | Improves hydration |
| Steam injection | 2–6% | Pre-gelatinization |
| Temperature | 80–100°C | Partial cooking |
The preconditioner can improve extrusion throughput by 15–25%, especially in high-protein or high-fat formulas.
3. Nutritional and Physical Quality Control
To maintain feed quality, continuous monitoring of key metrics is essential.
| Parameter | Target Value | Testing Method |
|---|---|---|
| Moisture (%) | 8–10 | Oven drying |
| Starch Gelatinization (%) | 80–95 | Enzymatic assay |
| Bulk Density (g/L) | 350–500 | Volume test |
| Floatability (Aquafeed) | >95% | 10-min water test |
| Fat Absorption (%) | 8–15 | Soxhlet extraction |
| Protein Digestibility (%) | >85 | In vitro assay |
Darin’s production lines can be integrated with inline NIR analyzers for real-time composition tracking — allowing operators to adjust recipes instantly.
4. Troubleshooting Common Extrusion Issues
Even in advanced plants, process deviations may occur. The following chart summarizes typical problems and corrective actions:
| Issue | Possible Cause | Solution |
|---|---|---|
| Low expansion | Low temperature or moisture | Increase barrel temp or add water |
| Sticky product | Excessive moisture | Reduce feed moisture or increase die temp |
| Burnt smell | Overheating or high shear | Lower screw speed or temp |
| Uneven pellet size | Clogged die or uneven cutting | Clean die, check cutter blades |
| Low floatability | Insufficient expansion | Adjust SME and die pressure |
5. Case Study: Darin DR-70 Twin-Screw Extruder for Mixed Feed Production
In 2024, a mid-scale client in Southeast Asia installed a Darin DR-70 Twin-Screw Extruder Line to produce both pet and fish feed using a shared configuration.
| Parameter | Before Optimization | After Optimization |
|---|---|---|
| Throughput (kg/h) | 220 | 280 |
| Energy Consumption (kWh/t) | 180 | 150 |
| Starch Gelatinization (%) | 75 | 91 |
| Pellet Uniformity (%) | 85 | 96 |
| Product Rejection Rate (%) | 5.2 | 1.8 |
The optimization involved fine-tuning preconditioner residence time (from 45 to 75 seconds), increasing moisture to 27%, and adjusting screw speed from 320 to 380 rpm. Result: a 27% improvement in throughput with better texture consistency.
6. Automation and Control Systems
Darin Machinery integrates Siemens PLC systems with touch-screen HMIs for real-time control of:
- Temperature per barrel zone
- Screw speed and torque monitoring
- Steam and water injection rates
- Die pressure and cutting speed
- Recipe storage and automatic batch recall
This automation enables minimal operator intervention and maximized reproducibility — critical in large-scale feed plants.
How Do Feed Formulation and Material Science Affect Extrusion Performance and Final Product Quality?

In extrusion, feed formulation and ingredient interaction are the real architects of performance. Even the best machine cannot correct a poor recipe — the physics and chemistry of materials determine how they expand, bind, and hold shape. Problems like poor floating ability, crumbling pellets, or nutrient loss almost always trace back to improper ingredient balance, not the machine itself.
Extrusion’s secret lies in understanding raw material science: the starch-protein-lipid-water matrix that reacts dynamically under heat, pressure, and shear. Each formulation must be tuned for mechanical behavior (viscosity, elasticity) and nutritional outcomes (digestibility, amino acid retention). This part explains how to design, test, and optimize feed formulations for maximum quality using extrusion principles and Darin Machinery’s process expertise.
Feed formulation in extrusion must balance starch for expansion, protein for structure, lipids for energy, fiber for texture, and moisture for processability. The typical recipe includes 25–60% starch sources (like corn, rice, or wheat), 20–40% protein (animal or plant origin), 5–20% fat, 1–3% fiber, and up to 10% functional additives. Adjusting these components affects expansion ratio, floating ability, hardness, and nutritional value of the extruded feed.
Extrusion technology gives producers the freedom to innovate — turning any regional ingredient mix into consistent, value-added feed. Let’s explore how raw materials behave inside the extruder and how formulations are fine-tuned for different species and market goals.
All types of starch behave the same way in extrusion.False
Different starch sources such as corn, rice, or potato have varying gelatinization temperatures and amylose-amylopectin ratios that affect expansion and texture.
High fat content always improves feed palatability during extrusion.False
Excessive fat reduces expansion, increases slippage, and should be added post-extrusion via coating to improve flavor without harming structure.
1. The Science of Raw Materials in Feed Extrusion
1.1 Starch: The Structural Foundation
Starch is the main driver of expansion. Under heat and moisture, its crystalline structure melts and swells — a process known as gelatinization — forming a viscoelastic matrix that traps steam and creates the porous structure of expanded feed.
| Starch Source | Gelatinization Temp (°C) | Expansion Potential | Typical Use |
|---|---|---|---|
| Corn | 72–80 | High | Pet & Fish Feed |
| Wheat | 60–70 | Medium | Livestock Feed |
| Rice | 68–78 | High | Premium Pet Feed |
| Potato | 58–65 | Very High | Floating Aquafeed |
| Cassava | 60–65 | Moderate | Regional Feed |
The higher the amylopectin content, the better the expansion. Hence, waxy corn and potato starches are excellent for floating feeds and crunchy kibble.
1.2 Protein: The Matrix Builder
Proteins denature and cross-link under extrusion, providing strength and shape retention. Their interaction with starch determines hardness and chewiness.
| Protein Source | Digestibility | Effect on Structure | Use Case |
|---|---|---|---|
| Soybean Meal | High | Moderate expansion | General Feed |
| Fish Meal | Very High | Dense, uniform | Aquafeed |
| Meat & Bone Meal | High | Rigid, firm pellets | Dog Feed |
| Gluten (Wheat/Corn) | Medium | Elastic, high expansion | Pet Snacks |
| Blood Meal | Very High | Brittle if excessive | Specialized Feed |
Proteins also affect color (Maillard reaction) and palatability when subjected to high shear.
1.3 Lipids and Fats
Fat acts as a lubricant during extrusion, reducing friction and temperature. However, beyond 6–8% in the feed mix, expansion is impaired. For high-energy diets, fats should be sprayed externally after drying.
| Lipid Role | Function | Effect |
|---|---|---|
| Internal Fat | Process lubricant | Lowers friction |
| External Coating | Flavor enhancer | Improves palatability |
| Excess Fat | Flow disruptor | Reduces expansion |
Darin coating systems ensure uniform fat application post-extrusion, with up to 20% liquid coating capability.
1.4 Fiber and Fillers
Fibers reduce expansion and create a denser texture. They’re essential for digestive health in pets and livestock but must be balanced carefully (typically <5% in extruded formulas).
1.5 Additives and Functional Ingredients
Functional additives enhance stability, health benefits, and sensory appeal.
| Additive Type | Function |
|---|---|
| Enzymes | Improve digestibility |
| Vitamins & Minerals | Nutritional completeness |
| Antioxidants | Shelf life extension |
| Colorants & Flavors | Consumer acceptance |
| Binders (gelatin, gums) | Shape retention |
| Prebiotics & Probiotics | Functional feed benefits |
All temperature-sensitive additives (enzymes, vitamins) are typically added post-extrusion via spraying or vacuum coating.
2. Formulation Optimization by Feed Type
Different feed categories demand different formulation profiles for ideal extrusion behavior.
2.1 Pet Food (Dogs & Cats)
Pet feed extrusion aims for appealing texture, crunchiness, aroma, and balanced nutrition.
| Component | Typical Range (%) | Notes |
|---|---|---|
| Starch (Cereals) | 35–50 | Expansion base |
| Protein | 25–35 | Animal or plant mix |
| Fat (Internal) | 4–8 | Energy source |
| Fiber | 2–4 | Digestive health |
| Additives | 5–8 | Flavor and function |
Darin’s DR-70 Twin Screw Extruder handles multi-recipe transitions efficiently, enabling manufacturers to switch from puppy kibble to cat feed within minutes.
2.2 Livestock Feed (Poultry, Swine, Cattle)
Here the focus is on nutritional conversion efficiency and cost optimization. Expansion is secondary.
| Component | Range (%) | Effect |
|---|---|---|
| Starch | 30–45 | Structural binding |
| Protein | 15–25 | Growth |
| Fat | 3–5 | Energy |
| Fiber | 5–10 | Gut health |
| Minerals/Additives | 2–5 | Functionality |
Extrusion helps deactivate anti-nutritional factors (trypsin inhibitors) and sterilize high-moisture feeds.
2.3 Aquatic Feed (Fish, Shrimp, etc.)
Buoyancy and water stability are key. High protein and low starch are typical for shrimp and carnivorous fish.
| Feed Type | Protein (%) | Starch (%) | Fat (%) | Floatability Goal |
|---|---|---|---|---|
| Floating Fish Feed | 28–35 | 35–45 | 4–8 | 100% float |
| Sinking Shrimp Feed | 38–45 | 20–30 | 3–6 | <5% float |
| Slow-Sinking Feed | 35–40 | 25–35 | 5–7 | 60–80% float |
The floating or sinking behavior depends on density and expansion control, which is managed through die pressure, moisture, and cooling rate.
2.4 Functional and Specialty Feeds
Includes feeds with specific health or performance targets, such as weight control, dental care, or enhanced pigmentation.
Example:
- Dental Sticks (Dog Treats): High wheat gluten, moderate moisture, special die shaping.
- Pigmented Fish Feed: Astaxanthin added via post-coating.
- Probiotic Feed: Post-extrusion micro-encapsulation.
3. Floating vs. Sinking Feed Mechanism
The buoyancy of aquatic feed depends on density and porosity.
| Process Factor | Floating Feed Effect | Sinking Feed Effect |
|---|---|---|
| Moisture | Moderate (25–30%) | High (30–35%) |
| Temperature | High (140–160°C) | Moderate (100–120°C) |
| Screw Speed | High (400–500 rpm) | Moderate (250–350 rpm) |
| Die Pressure | High | Lower |
| Cooling Rate | Rapid | Gradual |
Controlling SME and moisture ensures the correct gas-cell structure. Rapid expansion during die exit traps steam and lowers density, making pellets float. Shrimp feeds, on the other hand, are compacted to resist water disintegration.
4. Fat Coating and Post-Processing
After drying, feeds typically have 8–10% moisture and low fat (<3%) internally. To reach desired energy levels, fats and additives are coated externally.
4.1 Vacuum Coating
Darin’s vacuum coater creates negative pressure, pulling oil deep into pellet pores. Benefits include:
- Uniform coating up to 20% fat content.
- Enhanced nutrient encapsulation.
- Reduced surface greasiness.
4.2 Flavoring and Coloring
Palatants are sprayed to enhance aroma — particularly critical in cat food and pet treats. Natural colorants like beet extract or fish oil enhance visual appeal.
5. Quality Testing After Extrusion
Feed quality control combines physical, chemical, and biological tests. The table below summarizes typical indicators:
| Parameter | Test Method | Target |
|---|---|---|
| Bulk Density | Volume displacement | 400–550 g/L |
| Water Stability | 2-hour immersion | >90% |
| Hardness | Compression test | Species-dependent |
| Fat Content | Soxhlet extraction | 8–15% |
| Vitamin Retention | HPLC | >85% |
| Amino Acid Retention | Kjeldahl + Hydrolysis | >80% |
6. Case Example: Multi-Product Feed Line Using DR-85 Twin Screw
A Darin Machinery customer in South America runs a DR-85 line producing both dog kibble and floating fish feed. By swapping screw elements and die heads, they adjust parameters without changing the entire system.
| Parameter | Dog Kibble Mode | Fish Feed Mode |
|---|---|---|
| Moisture (%) | 26 | 30 |
| Temperature (°C) | 145 | 125 |
| Screw Speed (rpm) | 420 | 320 |
| Density (g/L) | 410 | 490 |
| Expansion Ratio | 2.5 | 1.2 |
| Floatability (%) | N/A | 100 |
Result: same equipment, two market products — reduced CAPEX, faster ROI.
How to Design, Operate, and Maintain a Complete Feed Extrusion Line for Maximum Efficiency and Profitability?

For any feed producer, investing in an extrusion line isn’t just about equipment — it’s about building a stable, automated, and profitable production ecosystem. Without proper factory design, control integration, and maintenance routines, even high-end machines can underperform.
Common issues include uneven product quality, excessive energy consumption, or premature wear of key parts. These problems lead to production downtime and financial losses, often caused not by design flaws but by lack of process standardization and system optimization.
This section guides you through the complete feed extrusion line setup, from plant layout to energy management, showing how Darin Machinery helps factories worldwide achieve operational excellence.
A well-designed feed extrusion line integrates raw material preparation, extrusion cooking, drying, coating, cooling, and packaging into a continuous automated process. Efficient design ensures consistent product quality, energy savings of up to 25%, and reduced labor dependency. Core to this setup are twin-screw extruders (like Darin’s DR Series), equipped with PLC-controlled thermal zones, moisture sensors, and modular screw elements for flexible multi-product production.
Automation, layout, and preventive maintenance — these are the three pillars that separate efficient feed factories from average ones. Let's look at how to design them intelligently.
Feed extrusion lines require manual adjustment for every batch.False
Modern automated feed lines feature PLC recipe systems that store and replicate optimal parameters automatically for each formula.
Energy consumption cannot be reduced without lowering production speed.False
Optimized thermal insulation, heat recovery, and motor efficiency can reduce energy use by 15–25% without lowering output.
1. Feed Extrusion Line Design and Layout
A successful extrusion plant layout ensures logical flow, minimal cross-contamination, and safe operation.
1.1 Typical Line Composition
Raw Material Receiving & Storage
- Silos or bins for grains, proteins, and additives.
- Equipped with dust collectors and weighing systems.
Grinding & Mixing Section
- Hammer mill or pulverizer to achieve target particle size.
- Ribbon or paddle mixer for homogenous blending.
Preconditioning Unit
- Steam injection and hydration before extrusion.
Extrusion System
- Darin DR-series twin-screw extruder (DR-65, DR-70, or DR-85).
- Integrated temperature and pressure sensors per barrel zone.
Drying System
- Continuous belt dryer or fluidized bed dryer, hot air controlled at 90–130°C.
Coating System
- Drum or vacuum coater for post-fat/oil addition.
Cooling & Conveying
- Air-cooling conveyor reduces temperature to ambient.
Sieving and Packaging
- Vibratory sieving to remove fines.
- Automated weighing and bagging systems.
1.2 Factory Layout Example (Pet & Fish Feed Combined Line)
| Section | Recommended Area (m²) | Key Equipment | Power Requirement (kW) |
|---|---|---|---|
| Raw Material Storage | 200 | Silos, Conveyors | 15 |
| Grinding & Mixing | 150 | Grinder, Mixer | 22 |
| Extrusion Section | 120 | DR-70 Extruder, Preconditioner | 37 |
| Drying & Coating | 180 | Belt Dryer, Coater | 50 |
| Cooling & Packaging | 100 | Cooler, Weigher, Sealer | 18 |
| Total | 750 m² | Full Line | ~142 kW |
A well-structured layout minimizes material transport, energy loss, and operator movement — improving throughput by 10–15%.
2. Energy Optimization and Sustainability
Feed extrusion is energy-intensive, but efficient systems can drastically cut consumption.
2.1 Key Energy Sources
- Electrical Energy: Drives motors and PLC controls.
- Thermal Energy: Generated from steam, gas, or electricity for dryers.
2.2 Energy-Saving Strategies
| Method | Energy Saving (%) | Mechanism |
|---|---|---|
| Insulated Heating Zones | 5–8 | Prevents heat loss along barrel |
| Variable Frequency Drives (VFDs) | 7–10 | Adjusts motor load dynamically |
| Steam Recovery | 8–12 | Reuses condensation heat |
| Dryer Heat Recycling | 10–15 | Captures exhaust heat for preheating |
| Intelligent PLC Scheduling | 5–8 | Reduces idle time energy use |
Total potential savings: up to 25% energy reduction per ton of feed when optimized.
2.3 Carbon and Sustainability Aspects
Darin’s modern extrusion lines are designed with:
- Lower CO₂ footprint per kilogram of output.
- Recyclable stainless-steel construction.
- Optional solar-assisted dryer systems for tropical markets.
These sustainability benefits improve ESG performance and attract environmentally conscious buyers.
3. Maintenance and Reliability Management
Extruders operate under high stress, so preventive maintenance is vital for long-term stability.
3.1 Maintenance Schedule Example
| Interval | Task | Details |
|---|---|---|
| Daily | Visual inspection | Check seals, die condition, motor vibration |
| Weekly | Lubrication | Bearings, gearboxes |
| Monthly | Barrel cleaning | Remove deposits, verify screw alignment |
| Quarterly | Screw inspection | Wear measurement (replace >1 mm gap) |
| Semi-Annual | PLC calibration | Validate sensor accuracy |
| Annual | Overhaul | Replace gaskets, bearings, worn screws |
Routine maintenance increases machine lifetime by 30–40% and prevents costly downtime.
3.2 Spare Parts Strategy
Darin Machinery provides clients with:
- Standard spare parts package for one-year operation.
- Fast delivery program (3–5 days) for critical components.
- Lifetime technical support, both online and on-site.
This ensures continuous productivity, even in remote regions.
4. Automation, Data, and Smart Control
Automation turns extrusion into a precision science.
4.1 Darin SmartControl™ System
Core features:
- Real-time monitoring of torque, SME, moisture, and temperature.
- Automatic alarm system for deviations.
- Remote diagnostic access.
- Recipe management: store, recall, and replicate formulas.
4.2 Data Integration and Traceability
SmartControl™ integrates with ERP or MES systems, enabling:
- Batch tracking by raw material lot.
- Production reporting and efficiency analytics.
- Predictive maintenance using sensor data trends.
This transforms feed plants into Industry 4.0 facilities with measurable ROI improvements.
5. Cost and ROI Analysis for a Typical Feed Extrusion Plant
| Production Scale | Line Model | Output (kg/h) | Investment (USD) | Power (kW) | Payback Period (Months) |
|---|---|---|---|---|---|
| Small | DR-65 | 120–150 | 35,000–45,000 | 22 | 12–18 |
| Medium | DR-70 | 200–300 | 55,000–80,000 | 37 | 10–16 |
| Large | DR-85 | 400–500 | 90,000–120,000 | 75 | 8–12 |
ROI calculations include savings from raw material optimization, reduced waste, and energy efficiency. In most cases, extrusion lines reach profitability within one year of operation.
6. Troubleshooting Workflow
Efficient troubleshooting saves time. The following workflow is used in Darin’s after-sales service:
- Identify → Collect process data from SmartControl™.
- Analyze → Compare readings with stored optimal parameters.
- Adjust → Modify temperature, moisture, or screw configuration.
- Verify → Run short test batch to confirm correction.
- Record → Log data for traceability and future training.
This structured approach reduces issue resolution time by up to 60% compared to manual adjustments.
7. Global Case Studies
Case 1: High-Capacity Pet Food Factory (Europe)
- Machine: DR-85 Twin Screw Line
- Output: 480 kg/h
- Result: Achieved 25% energy savings via heat recovery dryer and VFD control.
- Product Range: Dog kibble, cat feed, semi-moist treats.
Case 2: Floating Fish Feed Line (Southeast Asia)
- Machine: DR-70 Twin Screw
- Special Feature: Dual-die quick change system.
- Outcome: 99% floatability, 95% uniformity, and zero die blockage in 3 months.
Case 3: Livestock Feed Retrofit (South America)
- Machine: DR-65 Line Upgrade
- Result: Reduced mechanical energy by 18% and improved throughput by 22%.
Each project demonstrates Darin’s focus on tailoring equipment design and process parameters to local ingredient types and market demands.
8. Safety and Compliance
Darin Machinery adheres to:
- CE and ISO9001 manufacturing standards.
- Food-Grade Stainless Steel (SUS304/316).
- Safety features: emergency stop systems, thermal protection, and overload alarms.
Compliance ensures operators’ safety and product hygiene across global installations.
9. Future Trends in Feed Extrusion
The extrusion industry continues to evolve with:
- AI-driven process optimization for real-time parameter adjustment.
- Biopolymer binders for sustainable feed formulations.
- Smart packaging integration for traceable feed batches.
- Low-temperature extrusion preserving probiotics and enzymes.
These trends point toward more energy-efficient, health-focused, and traceable feed systems — areas where Darin Machinery is actively innovating.
Conclusion
Feed extrusion technology represents the backbone of modern feed production — merging nutrition, engineering, and automation. From basic starch-protein transformation to complex multi-product lines, it allows manufacturers to deliver premium feed efficiently and profitably.
By mastering temperature, moisture, and shear interactions, producers can tailor feed density, floatability, and digestibility for every species. With twin-screw technology, automation, and energy-efficient design, extrusion lines no longer just make feed — they create value, consistency, and brand trust.
Let’s Build Your Ideal Feed Extrusion Line Together
At Darin Machinery, we don’t just supply extruders — we engineer complete, customized solutions. Whether you aim to produce high-quality pet kibble, floating fish feed, or cost-effective livestock pellets, our team provides equipment design, plant layout, training, and after-sales support to ensure your success from day one.
📩 Contact Darin Machinery today
🌐 Website: www.petreatsmachine.com
📞 WhatsApp: +86 156 5000 7983
📧 Email: darin4@darin.cn
Let’s make your feed plant more intelligent, efficient, and profitable — together.







