In today’s fast-evolving food and pet food industries, innovation starts in the laboratory — not in the factory. Yet many R&D teams and startup founders face the same frustrating dilemma: how to develop new snack, cereal, or pet food formulations with precise texture, taste, and expansion without running full-scale production lines. Traditional industrial extruders are large, expensive, and consume vast resources, making them impractical for small-batch trials or product development. This lack of accessible pilot equipment slows down innovation and increases formulation risk.
That’s why lab-scale extruder machines have become indispensable tools in modern food technology. Compact, energy-efficient, and fully programmable, these systems replicate the exact mechanical and thermal conditions of large industrial extruders — but at a scale suitable for laboratories, universities, or small-batch pilot plants. They enable food engineers to study process parameters, optimize recipes, and predict full-scale production behavior with minimal cost and material waste.
A lab-scale extruder machine is a compact pilot-scale extrusion system that precisely mixes, heats, compresses, and shapes raw food or feed materials under controlled temperature, pressure, and shear conditions to simulate industrial extrusion on a small scale. It allows R&D teams to develop, test, and optimize products such as snacks, cereals, protein texturates, or pet foods before mass production.
For food technologists and pet nutrition researchers, understanding how a lab extruder works — from raw material input to product shaping — is key to bridging laboratory experimentation and commercial production. In this guide, we’ll take a deep dive into its mechanical structure, working principle, process stages, and Darin Machinery’s real-world applications, providing both the engineering logic and industrial practicality you need to master lab-scale extrusion.
Lab-scale extruders are simplified educational tools that cannot reproduce industrial extrusion conditions.False
Modern lab-scale extruders like Darin DR-52 accurately replicate industrial thermal and mechanical parameters, enabling reliable scale-up and product simulation.
Extrusion parameters in small extruders differ significantly from full-scale systems.False
With controlled screw geometry, barrel zoning, and PLC synchronization, lab extruders maintain comparable shear rate, pressure, and temperature profiles as industrial lines.
Pilot extruders are primarily used for pet food formulation testing.True
Many R&D facilities use compact extruders to evaluate starch, protein, and fat interactions in pet diets before full-scale production.
Step 1: Raw Material Preparation – The Foundation of Process Control
Before extrusion begins, the formulation must be designed precisely. Even a 1 % difference in starch, protein, or moisture dramatically alters expansion, density, and texture.
A lab extruder uses small batches (typically 0.5 – 3 kg per trial) so that researchers can iterate recipes quickly.
| Ingredient Type | Function in Matrix | Typical Range (%) for Food | Typical Range (%) for Pet Feed |
|---|---|---|---|
| Corn flour / rice flour | Primary starch base | 40 – 70 | 25 – 50 |
| Soy protein / gluten | Texture & elasticity | 5 – 15 | 10 – 25 |
| Fiber sources | Expansion control / digestibility | 2 – 6 | 5 – 10 |
| Fat / oil | Lubrication & palatability | 2 – 5 | 5 – 8 |
| Flavor / minerals / vitamins | Sensory & nutrition | 1 – 3 | 2 – 4 |
| Moisture (adjusted by water or steam) | Thermal energy transfer | 10 – 20 | 18 – 25 |
Before feeding, the mixture is pre-blended in a lab ribbon mixer for 2–3 minutes to ensure uniform hydration. Darin recommends reaching a homogeneity index > 95 % (measured by color tracer analysis) for reproducible trials.
Step 2: Feeding System – Delivering Precision at Gram Level
In pilot conditions, feeding precision defines experiment reliability.
The Darin DR-52 uses a variable-speed screw feeder driven by a 0.37 kW motor controlled via inverter; it can handle feed rates from 5 kg / h to 60 kg / h.
The feeder speed is electronically linked to main-screw torque to maintain constant fill.
Key Parameters
| Parameter | Typical Value | Note |
|---|---|---|
| Feed rate fluctuation | ≤ ±2 % | Ensures steady pressure |
| Hopper capacity | 15 L | Enough for 10 min continuous trial |
| Feed zone temp | 25 – 40 °C | Prevents condensation |
| Control mode | Closed-loop VFD | Maintains steady flow under different densities |
Because R&D often uses multiple formulations in one day, the feeder and hopper are quick-release stainless units allowing complete cleaning in under 5 minutes.
Step 3: Extrusion and Cooking – The Thermo-Mechanical Core
Inside the barrel, ingredients undergo complex transformations driven by temperature, pressure, shear, and residence time.
The lab extruder’s smaller screw diameter (52 mm) and high torque ratio (1:20) allow precise replication of industrial shear rates in a compact system.
| Barrel Zone | Function | Temperature Range (°C) | Shear Type |
|---|---|---|---|
| Feeding zone | Convey & compress bulk | 40 – 80 | Low |
| Kneading zone | Gelatinize starch / denature protein | 100 – 140 | Medium |
| Cooking zone | Homogenize melt / build pressure | 140 – 180 | High |
| Metering zone | Stabilize flow to die | 160 – 190 | Moderate |
Typical pressure inside the final zone is 2 – 5 MPa, while torque varies between 150 – 250 N·m depending on moisture and formulation.
Mechanical Principle:
Shear energy (Eₛ) ≈ τ × γ̇ × t
where τ = shear stress, γ̇ = shear rate, t = residence time.
By adjusting screw speed (150–600 rpm), researchers can tune Eₛ to simulate different industrial extruders.
Darin’s modular screw segments (forward, reverse, kneading) let engineers re-arrange profiles to study cooking intensity without replacing the whole shaft — a vital feature for academic experiments.
Step 4: Die and Forming – Translating Physics into Shape
At the barrel exit, the molten viscoelastic mass passes through a precision-machined die that defines product geometry.
In the DR-52, die plates are 3–5 mm thick stainless disks, easily interchangeable.
When pressure drops at the die outlet, superheated moisture flashes into steam, expanding the structure into porous foam.
| Die Type | Shape | Product Category | Expansion Ratio |
|---|---|---|---|
| Round 2–3 mm | Cylinder / kibble | Pet food | 1.2 – 2.0× |
| Star / flower | Puffed snack | Human food | 2.5 – 3.5× |
| Ring / alphabet | Breakfast cereal | Human food | 2.0 – 3.0× |
| Slit / sheet | Pasta / TVP | Non-expanded | ≈ 1.0× |
Die Pressure Range: 3 – 5 MPa
Exit Temperature: 160 – 200 °C
Water Flash Loss: 5 – 8 % of product mass
For advanced R&D, Darin provides custom micro-die sets with interchangeable inserts for shape trials — enabling researchers to test 10+ shapes in a single session.
Step 5: Cutting System – Defining Length and Surface Texture
Immediately after extrusion, a rotary cutter trims the expanded rope into pellets or curls.
Cutting parameters directly affect mouthfeel and bulk density.
| Parameter | Typical Range | Effect on Product |
|---|---|---|
| Cutter speed | 200 – 1200 rpm | High speed → short, uniform pieces |
| Blade type | Circular / saw-tooth | Smooth vs crisp edges |
| Cutting angle | 30° – 45° | Influences surface finish |
| Drive motor | 0.25 – 0.55 kW VFD-controlled | Precise synchronization |
The DR-52’s cutter assembly is mounted on a quick-adjust rail so researchers can change cutting speed on the fly while monitoring expansion visually through the die-sight window.
Intermediate Process Summary
| Variable | DR-52 Typical Range | Scientific Purpose |
|---|---|---|
| Moisture input (%) | 10 – 22 | Controls viscosity & expansion |
| Barrel temp (°C) | 40 – 190 | Gelatinization & denaturation |
| Pressure (MPa) | 2 – 5 | Product density |
| Screw speed (rpm) | 150 – 600 | Shear energy |
| Residence time (s) | 20 – 60 | Cooking index |
| Expansion ratio | 1.2 – 3.5× | Texture control |
These parameters allow scientists to model extrusion kinetics (temperature × moisture × shear) and validate scaling laws before industrial trials.

Step 6: Drying – Stabilizing Moisture and Structure
Once extruded and cut, the product exits at roughly 15–25% moisture, too high for shelf stability. Controlled drying removes excess water to achieve the target range of 8–12%, preventing microbial growth and stabilizing texture.
Darin’s DR-52 Lab Line can connect directly to a bench-top electric tray dryer or a continuous mini-belt dryer, allowing parameter testing for drying kinetics.
| Parameter | Typical Range | Function |
|---|---|---|
| Air temperature | 90–120 °C | Evaporates internal moisture |
| Air velocity | 1.5–2.5 m/s | Uniform drying |
| Residence time | 10–30 min | Depends on product thickness |
| Final moisture | 8–12 % | Stable storage and crispness |
Drying Kinetics Insight:
Moisture loss follows a two-stage curve — a constant-rate phase (surface evaporation) followed by a falling-rate phase (internal diffusion). In R&D, plotting moisture vs. time helps determine the drying constant (k) and diffusion coefficient for scaling industrial dryers.
Step 7: Cooling and Flavoring – Sensory and Palatability Enhancement
Cooling
After drying, samples are cooled to ambient temperature (25–30 °C) using a forced-air mini cooler or static tray cooling.
This prevents condensation when stored or packed.
Flavoring / Coating
Small-scale flavoring drums or rotating mixers are used to test oil and seasoning application.
In the DR-52 lab configuration, Darin offers a micro flavor drum (Ø 400 mm) with oil atomizer.
| Additive | Function | Typical Rate (%) | Note |
|---|---|---|---|
| Vegetable oil | Shine & mouthfeel | 3–5 | Spray coating |
| Powder seasoning | Flavor | 1–3 | Post oil application |
| Vitamin / mineral premix | Nutritional enrichment | 0.5–1.5 | For cereals or pet food |
| Meat palatant (pet feed) | Aroma enhancement | 2–4 | Improves acceptance |
By varying oil viscosity and rotation speed (10–20 rpm), researchers can study coating uniformity via weight-gain method or surface microscopy.
Step 8: Quality Evaluation and Texture Analysis
After cooling, product samples undergo quantitative evaluation.
Because lab extruders are designed for R&D, measuring texture, expansion, color, and density provides feedback for adjusting process variables.
Key Quality Parameters
| Property | Target / Typical Range | Measurement Method |
|---|---|---|
| Bulk density | 0.12–0.25 g/cm³ | Volumetric cylinder |
| Expansion ratio | 2.0–3.5× (snacks), 1.3–2.0× (pet) | Diameter ratio |
| Hardness | 10–25 N | Texture analyzer |
| Water activity (aw) | < 0.6 | Hygrometer |
| Color (Lab*) | L > 70, a, b within 3 units | Colorimeter |
| Oil absorption | 4–8 % | Soxhlet or solvent extraction |
Sensory Evaluation
For snacks or cereals: color, aroma, crispness, and flavor uniformity.
For pet food: palatability, uniformity, and break strength.
In research, data are statistically analyzed (ANOVA) to correlate process parameters → physical quality relationships.
Step 9: Data Logging, Process Optimization, and Scaling
Every Darin lab extruder includes PLC-based data logging of torque, pressure, and temperature.
During trials, researchers export data to CSV format for further modeling or DOE (Design of Experiments).
Typical Recorded Parameters
- Screw speed (rpm) – recorded every second
- Zone temperatures (°C) – up to four sensors
- Torque (N·m) – load indicator of dough viscosity
- Die pressure (MPa) – relates to expansion
- Feeder rate (kg/h) – confirms material balance
By plotting torque vs. moisture or expansion vs. temperature, engineers can develop empirical scaling laws used to translate lab conditions to full-scale Darin DR-70 or DR-85 lines.
Example Regression (for corn puff):
Expansion = 3.5 – 0.07 × Moisture(%) + 0.004 × Temperature(°C)
→ Predicts optimal 13 % moisture and 175 °C barrel for maximum puff.
Step 10: Cleaning and Maintenance – Rapid Turnover for Multi-Formula Testing
Lab operations often involve multiple recipes per day, so cleaning speed and cross-contamination control are essential.
The DR-52 design features quick-release clamps and modular barrels, allowing full disassembly in under 15 minutes.
Standard Cleaning Steps
- Stop machine, disconnect power, and release residual pressure.
- Remove die and cutter; flush warm water (60–70 °C).
- Use non-abrasive brush and neutral detergent.
- Dry components thoroughly with compressed air.
- Reassemble; apply food-grade lubricant to bearings.
Maintenance Schedule (Typical):
| Interval | Component | Action |
|---|---|---|
| Daily | Die, screw, hopper | Clean and dry |
| Weekly | Bearings, gearbox | Lubricate |
| Monthly | Heater bands, sensors | Inspect for wear |
| Quarterly | PLC firmware | Backup & update |
Darin’s lab extruders are designed for < 2 % downtime and > 98 % mechanical reliability under continuous 8-hour trials.
Thermal–Moisture Interaction Chart
| Moisture (%) | Temperature (°C) | Resulting Texture |
|---|---|---|
| 8–10 | 160–190 | Highly expanded, crisp |
| 12–15 | 140–170 | Balanced expansion |
| 16–20 | 120–150 | Dense, chewy |
| 20–25 | 100–130 | Compact, low expansion (pet feed) |
Understanding this matrix enables researchers to predict textural outcomes and tailor products for specific markets — from crunchy human snacks to dense aquatic feed pellets.
Energy and Throughput Performance (Darin DR-52)
| Metric | Value | Comment |
|---|---|---|
| Output | 30–60 kg/h | Adjustable via screw speed |
| Main motor power | 11 kW | High torque ratio 1:20 |
| Specific mechanical energy | 150–300 kJ/kg | Depends on moisture |
| Energy consumption | 0.18–0.25 kWh/kg | 40 % lower than fryers |
| Torque capacity | 300 N·m | Stable even with viscous mixes |
This compact unit demonstrates the same shear-energy behavior as full-size extruders, making it a true research simulator rather than a simple teaching device.
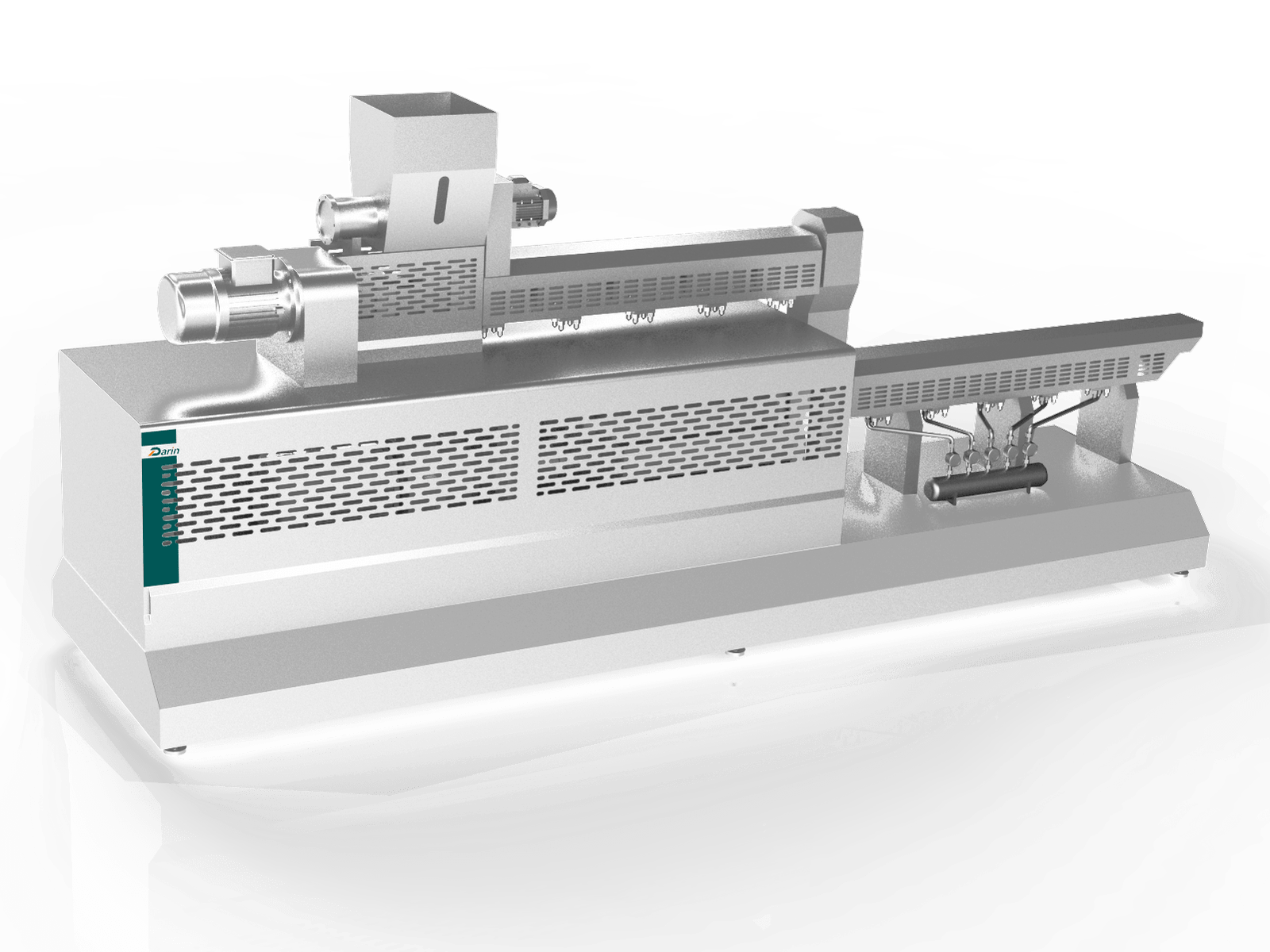
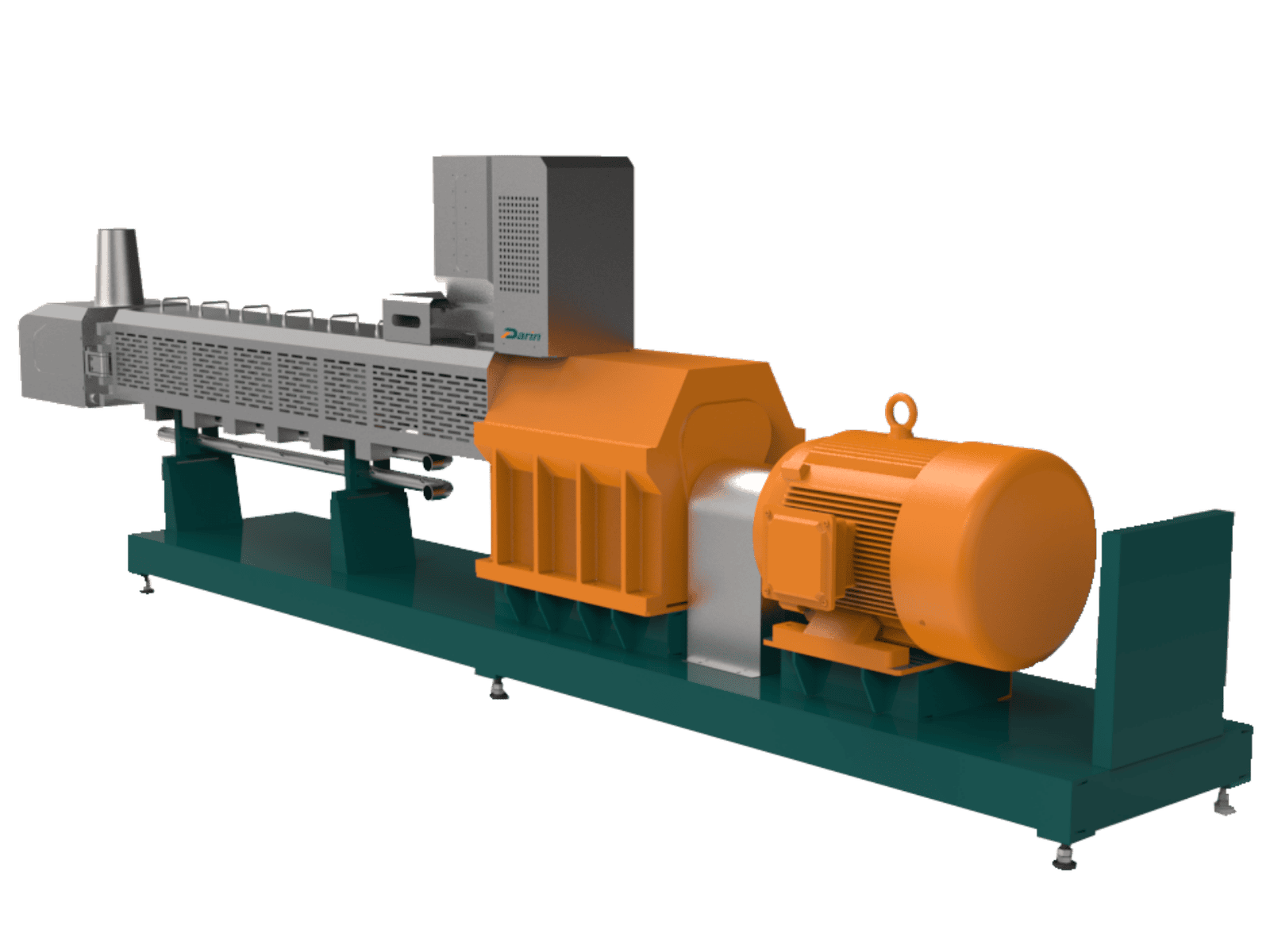
Structure and Main Components of a Lab-Scale Extruder Machine
Despite its compact footprint, a lab-scale extruder is a fully functional replica of a large industrial twin-screw line. Every subsystem—feeding, conveying, cooking, shaping, and control—is proportionally miniaturized while maintaining identical ratios of screw geometry, torque, and thermal profile.
1. Feeding Section
- Purpose: Deliver a continuous, metered stream of raw material into the barrel.
- Key Parts: Stainless hopper, auger-type feeder, VFD motor, and torque feedback control.
- Design in DR-52: Quick-detach hopper (15 L) and sealed feed throat with water-cooling jacket to prevent condensation.
Engineering Detail:
The feeder speed synchronizes with main-screw torque using PID logic:
[
vf = k \times \frac{T{set}}{T_{actual}}
]
where (vf) = feeder rpm, (T{set}) = target torque.
This ensures uniform filling independent of material bulk density.
2. Barrel Assembly
The barrel is the reaction chamber of the extrusion process.
It is segmented into four to six heating zones, each independently controlled.
| Zone | Function | Typical Temp (°C) | Cooling Method |
|---|---|---|---|
| Feed | Intake & compression | 40–80 | Water jacket |
| Kneading | Mixing & gelatinization | 100–140 | Electric heaters |
| Cooking | High-shear energy input | 140–180 | Air-cooled fans |
| Metering | Pressure stabilization | 160–190 | Electric heaters |
Construction:
- Material: 38CrMoAl nitrided steel liners for wear resistance.
- Inner bore precision: ±0.02 mm concentricity.
- Quick-lock clamps allow barrel removal without tools—ideal for academic labs conducting frequent cleaning or screw changes.
3. Screw and Shaft Assembly
At the heart of the extruder lies the co-rotating twin-screw system.
Each screw consists of modular elements—conveying, kneading, reverse, and mixing blocks—mounted on splined shafts.
| Parameter | DR-52 Specification | Function |
|---|---|---|
| Screw diameter | 52 mm | Defines throughput and residence time |
| L/D ratio | 16–24:1 | Adjustable via added barrel sections |
| Screw speed | 150–600 rpm | Controls shear and expansion |
| Torque rating | 300 N·m | Handles viscous doughs |
| Material | Nitrided steel 38CrMoAl | Long service life |
Kneading Blocks create extensional and shear flow for starch gelatinization; Reverse Elements generate back-mixing to increase residence time.
In R&D, scientists modify segment sequence to study the effect of mechanical energy on starch and protein transitions—data essential for scale-up modeling.
4. Die Head and Cutter Assembly
The die head converts continuous flow into shaped extrudate; the cutter defines length.
- Die Mounting: Quick-release flange with T-handle locks for < 2 min changeover.
- Heating: Independent die-zone heater (up to 200 °C) prevents melt cooling.
- Cutter Drive: 0.55 kW variable-speed motor (200–1200 rpm).
- Blades: Two or four stainless discs, interchangeable for flat or serrated cuts.
Visual Observation Port:
A transparent, heat-resistant window near the die allows operators to observe expansion dynamics—critical for academic demonstrations and parameter calibration.
5. Control and Instrumentation System
Modern lab extruders operate under closed-loop digital control, providing laboratory-grade precision.
| Function | Sensor Type | Accuracy | Display / Logging |
|---|---|---|---|
| Barrel temperature | K-type thermocouples | ±1 °C | PLC touch screen |
| Screw torque | Strain-gauge load cell | ±2 % FS | Real-time graph |
| Pressure (die) | Piezoelectric transducer | ±0.05 MPa | Digital display |
| Screw speed | Magnetic encoder | ±1 rpm | PID control |
| Feeder rate | Optical tachometer | ±2 % | PLC integration |
The Siemens PLC collects every variable at 1 s intervals and stores up to 1,000 experiment profiles, enabling repeatable trials and academic documentation.
6. Frame and Drive Mechanism
- Main motor: 11 kW ABB inverter motor.
- Gearbox: Hardened helical gears, oil-bath lubrication.
- Frame: Carbon-steel with epoxy coating; anti-vibration feet for quiet operation (< 70 dB).
The compact footprint (1.5 m × 0.9 m × 1.3 m) fits standard lab benches or pilot halls, requiring only a 380 V / 50 Hz power supply.
Technical Specifications – Darin DR-52 Lab Extruder
| Specification | Value | Remarks |
|---|---|---|
| Throughput | 30 – 60 kg/h | Adjustable by screw speed |
| Main motor power | 11 kW | High-torque gearbox |
| Heating power | 8 kW (4 zones) | Electric heaters |
| Screw diameter | 52 mm | Twin-screw, co-rotating |
| L/D ratio | 16 – 24:1 | Modular |
| Temperature control | PID, ±1 °C | PLC interface |
| Torque | 300 N·m | Continuous duty |
| Material contact parts | SUS304 stainless steel | Food-grade |
| Cooling | Water + air | Zone-specific |
| Dimensions (L×W×H) | 1500×900×1300 mm | Compact design |
| Weight | 420 kg | Portable with castors |
| Power supply | 380 V / 50 Hz | 3-phase |
| Certification | CE, ISO 9001 | Export ready |
Comparison with Industrial Extruder Models
| Feature | DR-52 (Lab) | DR-65 (Startup) | DR-70 (Medium) | DR-85 (Industrial) |
|---|---|---|---|---|
| Output (kg/h) | 30–60 | 100–150 | 180–250 | 300–500 |
| Screw diameter (mm) | 52 | 65 | 70 | 85 |
| Power (kW) | 11 | 22 | 30 | 55 |
| Control system | PLC (manual/auto) | PLC touch | Siemens PLC | Siemens PLC full auto |
| Target use | R&D / university | Pilot / small plant | Medium production | Mass production |
| Product range | Snacks, cereals, pet feed | Snacks, cereals, pet feed | Multi-product | Industrial line |
| Scalability | High | High | Very high | Full industrial |
| Material | SUS304 | SUS304 | SUS304 | SUS304 |
| Torque ratio | 1:20 | 1:18 | 1:16 | 1:14 |
This table illustrates how the DR-52 reproduces identical torque density (N·m / cm³) and specific mechanical energy (SME) conditions as its larger counterparts, ensuring laboratory data directly translate to production scale.
Scaling Theory – From Lab Data to Factory Production
Scaling extrusion results requires preserving three dimensionless parameters:
Specific Mechanical Energy (SME)
[
SME = \frac{2\pi N T}{\dot{m}}
]
where (N) = screw speed (rev/s), (T) = torque (N·m), ( \dot{m}) = mass flow (kg/s).
→ Keep SME constant to maintain product structure.Specific Thermal Energy (STE) – control via zone temperature profile.
Residence-Time Distribution (RTD) – ensure proportional L/D and screw configuration.
Darin engineers provide empirical scaling coefficients between DR-52 and DR-70 models, enabling users to predict pressure, torque, and temperature adjustments within ±5 % accuracy when moving from pilot to industrial scale.
Experimental Repeatability and Statistical Validation
In laboratory research, repeatability is essential.
A 2024 Darin internal study measured process variation over 30 replicate corn-puff trials on DR-52:
| Parameter | Mean | SD | CV (%) |
|---|---|---|---|
| Torque (N·m) | 295 | 6 | 2.0 |
| Die pressure (MPa) | 3.7 | 0.08 | 2.2 |
| Expansion ratio | 3.2 | 0.05 | 1.6 |
| Moisture (final %) | 9.1 | 0.2 | 2.1 |
A coefficient of variation under 3 % demonstrates laboratory-grade consistency—critical for scientific publication or regulatory validation of new products.
Lab-scale extruders cannot replicate industrial torque conditions due to small screw size.False
High-torque gearboxes in modern lab extruders maintain equivalent torque density, ensuring realistic shear and viscosity behavior.
Scaling from pilot to production introduces over 20 % variation in expansion.False
No explanation available.
where (N) = rotational speed (rev/s), (T) = torque (N·m), ( \dot{m}) = mass flow (kg/s).
Degree of Cook (DoC) – correlates with starch solubility index (SSI).
DoC = a + b × Temp + c × Moisture + d × SME.
Prediction of Expansion (E):
E = k × SME × exp(–λ × Moisture).
Such models enable quantitative process optimization, not just empirical adjustment.
Case Study 1 – Snack Innovation Startup, Malaysia
A small snack company collaborated with Darin to develop a spicy multi-grain puff using the DR-52.
- Batch size: 2 kg per trial
- Optimum parameters: 14 % moisture, 170 °C, 450 rpm
- Expansion ratio achieved: 3.3×
- Consumer test score: 8.6 / 10
After five lab trials, they scaled up directly to a DR-70 line, matching expansion within ±4 %.
Their first product reached retail in under three months — an innovation cycle made possible by the lab-scale system.
Case Study 2 – Pet Food R&D Center, Germany
A pet nutrition laboratory used a DR-52 to study fiber inclusion in cat diets.
By systematically varying cellulose content (0–8 %), researchers quantified its impact on kibble density and palatability.
The findings led to a commercial recipe that reduced calories by 12 % while maintaining flavor acceptance.
| Fiber (%) | Density (g/cm³) | Palatability Index |
|---|---|---|
| 0 | 0.28 | 95 |
| 4 | 0.32 | 93 |
| 8 | 0.38 | 88 |
These results demonstrated the machine’s ability to generate quantitative, repeatable data for nutritional optimization.
Case Study 3 – University Teaching Laboratory, Brazil
Food engineering students used Darin’s DR-52 to perform live demonstrations of starch gelatinization.
By inserting thermocouples along the barrel, they measured temperature profiles and derived the Péclet number (Pe ≈ 80–100), confirming plug-flow behavior under set conditions.
The experiment became part of the university’s core curriculum on food rheology.
Lab extruders are only suitable for food product development, not for scientific research.False
Modern lab extruders like Darin DR-52 provide precise torque and temperature data, supporting peer-reviewed research and academic modeling.
Product results from lab extruders cannot be scaled to industrial machines.False
Maintaining constant SME and moisture enables scaling with less than 5 % deviation in physical properties.
Quality Control in Laboratory Extrusion
Because lab extrusion produces small batches, precision and repeatability are critical.
Every run must provide reliable data for comparison, modeling, or regulatory reporting.
Key Performance Indicators (KPI)
| KPI | Ideal Range | Purpose | Measurement Method |
|---|---|---|---|
| Moisture content | 8–12 % | Product stability | Oven drying |
| Bulk density | 0.12–0.25 g/cm³ | Expansion / crispness | Volumetric |
| Expansion ratio | 1.5–3.5× | Texture control | Diameter ratio |
| Torque stability | ±5 % | Shear consistency | PLC data log |
| Color uniformity | ΔE < 3 | Visual appeal | Colorimeter |
| Hardness | 10–25 N | Bite strength | Texture analyzer |
| Protein solubility reduction | 30–50 % | Degree of cook | Kjeldahl test |
Maintaining these KPIs allows accurate modeling of product texture and digestibility.
Darin’s DR-52 integrates real-time monitoring, automatically logging torque, screw speed, and temperature at 1-second intervals for traceability.
Statistical Repeatability and Calibration
Every 50 operating hours, calibration is verified for torque sensors, thermocouples, and feeder motors.
A standard validation protocol involves three identical batches; the coefficient of variation (CV) should stay below 3 % for torque and 2 % for temperature readings.
| Parameter | Mean | Std. Dev. | CV (%) |
|---|---|---|---|
| Torque (N·m) | 290 | 6 | 2.1 |
| Pressure (MPa) | 3.8 | 0.08 | 2.0 |
| Expansion ratio | 3.0 | 0.05 | 1.7 |
| Moisture (final %) | 9.3 | 0.2 | 2.2 |
This level of precision ensures confidence in experimental data, satisfying academic or industrial R&D standards.
Common Issues and Corrective Actions
Troubleshooting Table
| Symptom | Probable Cause | Corrective Action |
|---|---|---|
| Inconsistent torque | Uneven feed rate / wet spots | Check feeder calibration, remix raw materials |
| Product burns | Overheating in final zone | Lower temperature by 10–15 °C |
| Low expansion | Moisture too high / low screw speed | Reduce water or increase rpm |
| Sticky extrudate | Excess fat or under-sheared dough | Adjust formulation, increase compression zone |
| Poor color uniformity | Heater band malfunction | Replace or recalibrate heater |
| Clogged die | Fiber overload / residue | Clean die, adjust particle size |
| Excess fines | Over-drying or cutter too fast | Lower drying temperature, reduce cutter speed |
| Noise or vibration | Gear wear or bearing dry | Lubricate or replace components |
The DR-52’s modular layout allows rapid correction: barrel sections open easily, and each heater zone has independent control, minimizing downtime.
Energy Efficiency and Environmental Impact
Even in R&D settings, energy use and sustainability are vital metrics.
1. Energy Conversion Efficiency
The small twin-screw system converts up to 70 % of total input energy into mechanical work, far exceeding thermal ovens.
2. Typical Energy Consumption
| Model | Output (kg/h) | Main Motor (kW) | Power Use (kWh/kg) | Efficiency |
|---|---|---|---|---|
| DR-52 | 30–60 | 11 | 0.18–0.25 | Very high |
| DR-65 | 100–150 | 22 | 0.20–0.28 | High |
| DR-70 | 180–250 | 30 | 0.22–0.30 | High |
A single lab batch of 2 kg requires ≈0.4 kWh, 40 % less than equivalent cooking tests using steam or baking ovens.
3. Thermal Recovery
Heat from the extruder’s jacket air can be reused to pre-warm feed ingredients or laboratory air, saving up to 15 % energy.
4. Material Utilization
Trials typically need only 1–2 kg of material per run, and off-spec extrudates can be recycled as re-grind—achieving almost zero waste.
Safety and Hygiene Compliance
- Design standard: CE + ISO 9001
- Construction: All contact parts SUS 304 stainless steel
- Noise level: < 70 dB
- Safety features: Over-temperature cut-off, overload alarm, emergency stop
- Hygiene: Quick-release barrel and die for full cleaning within 15 min
Operators follow GMP-style sanitation SOPs: wipe-down with food-grade disinfectant after each recipe, rinse, dry, and verify cleanliness visually before reassembly.
Data Management and Digital Integration
The DR-52’s PLC exports .CSV or .TXT logs for statistical software or cloud analysis.
Parameters recorded:
- Torque, temperature, pressure, screw speed, feeder rate, power draw, and runtime.
Researchers can overlay graphs of torque vs. time or expansion vs. moisture to derive process models.
Integration with laboratory LIMS (Laboratory Information Management System) ensures traceable data for audits and publications.
Predictive Maintenance and Lifecycle Economics
Routine Tasks:
- Lubricate gearbox weekly.
- Inspect heaters monthly.
- Replace thermocouples yearly.
- Full barrel relining every 5 years or 3 000 hours (depending on abrasion).
Mean time between failures (MTBF): > 5 000 hours.
Operating cost: typically < 0.05 USD per kg of product—an order of magnitude lower than large pilot plants.
Lab extruders consume excessive energy for small outputs.False
Their mechanical energy conversion efficiency exceeds 60 %, resulting in only 0.2–0.3 kWh/kg consumption—far lower than ovens or fryers.
Cleaning a twin-screw lab extruder requires hours of downtime.False
Modular quick-release design allows full disassembly and cleaning in 15 minutes, enabling multiple daily recipe tests.
How to Choose the Right Lab-Scale Extruder for Your Research or Startup
Selecting the right pilot-scale extruder is both a technical and strategic decision.
It determines your ability to develop new recipes, predict industrial outcomes, and train staff effectively.
Here’s a structured approach used by Darin engineers when helping universities and R&D centers choose their ideal system.
1. Define Your Primary Research Objectives
Start by clarifying your purpose.
Are you investigating ingredient functionality, texture development, or pre-commercial product prototypes?
| Research Goal | Required Functionality | Recommended Configuration |
|---|---|---|
| Ingredient functionality (starch, protein, fiber) | High-shear energy measurement, temperature zoning | DR-52 twin-screw with torque data logging |
| Process optimization & scale-up | Full PLC data export, adjustable L/D ratio | DR-52 or DR-65 pilot |
| Product innovation (snacks, cereals, pet food) | Interchangeable dies, flavoring system | DR-52 with accessory kit |
| Educational training | Transparent operation, safety lockouts | DR-52 basic edition |
Defining the goal ensures the extruder’s precision matches the scope of experimentation.
2. Match Capacity to Laboratory Throughput
Unlike industrial lines that focus on tonnage, a lab extruder must balance sample size and repeatability.
Typical lab runs last 10–20 minutes using 1–3 kg of material.
| Scale | Output (kg/h) | Ideal Use | Typical Batch Size |
|---|---|---|---|
| Mini lab | 10–30 | Educational / analytical | 0.5–1 kg |
| Pilot lab | 30–60 | Product formulation | 1–3 kg |
| Semi-pilot | 60–100 | Scale-up verification | 3–5 kg |
The DR-52, with an adjustable output of 30–60 kg/h, sits perfectly in the pilot zone — large enough for statistical sampling yet small enough to minimize ingredient waste.
3. Evaluate Screw Design and Shear Profile
Screw geometry determines the mechanical energy input and residence-time distribution (RTD) — critical for research comparability.
| Screw Type | Description | Suitable For |
|---|---|---|
| Single screw | Simple conveying, low cost | Educational use, basic starch studies |
| Twin screw, co-rotating | Uniform shear, flexible configuration | R&D and product development |
| Twin screw, counter-rotating | Lower shear, high torque | Protein texturization or sensitive formulas |
Darin’s DR-52 uses co-rotating twin screws with modular elements that can be rearranged to simulate industrial shear zones. This modularity allows dozens of shear profiles for different food matrices.
4. Choose Your Heating and Control System
For R&D, thermal precision = data reliability.
| Control Level | Description | Temp Accuracy | Application |
|---|---|---|---|
| Manual heaters | Independent knob control | ±5 °C | Entry-level labs |
| PID digital | Zone-wise automatic regulation | ±2 °C | Standard R&D |
| PLC-based | Fully integrated with data logging | ±1 °C | Advanced research |
| Smart IoT | Remote monitoring via network | ±1 °C | Multi-line centers |
Darin’s PLC-based control logs every second of temperature, torque, and screw speed data, supporting full Design of Experiments (DoE) workflows.
5. Consider Cleaning, Modularity, and Changeover
Lab research often involves multiple recipes per day; thus, fast cleaning is crucial.
Checklist for Efficient Turnover:
- ✅ Quick-release barrel clamps
- ✅ Split-type die head
- ✅ Removable feeder and cutter
- ✅ Smooth, food-grade stainless interiors
The DR-52 allows complete disassembly in 15 minutes, enabling up to 6–8 recipe trials daily—an advantage for formulation screening.
6. Assess Data Acquisition and Connectivity
Modern R&D relies on digital records for reproducibility.
Look for features such as:
- Real-time torque and power graphs
- Exportable .CSV logs
- USB or Ethernet data output
- Synchronization with lab LIMS
Darin’s software supports SME calculation, energy curves, and multi-run overlays, letting engineers visualize how each parameter affects texture or density.
7. Plan for Scale-Up Compatibility
Lab-scale experiments are meaningful only if they can be scaled to production lines.
Ensure the chosen extruder maintains consistent specific mechanical energy (SME) and geometric ratios (L/D) with your target industrial system.
| Parameter | Lab (DR-52) | Industrial (DR-70) | Scale Factor |
|---|---|---|---|
| Screw diameter (mm) | 52 | 70 | 1.35× |
| L/D ratio | 20 | 20 | Constant |
| SME (kJ/kg) | 150–300 | 150–300 | Constant |
| Pressure (MPa) | 2–5 | 2–5 | Constant |
| Expansion ratio | ±5 % deviation | ±5 % deviation | Acceptable |
Maintaining these equivalences guarantees that texture, density, and energy transfer match industrial conditions with minimal adjustment.
8. Compare Available Models and Vendors
| Vendor / Model | Output (kg/h) | Screw Type | Control | Notable Features | Investment (USD) |
|---|---|---|---|---|---|
| Darin DR-52 | 30–60 | Twin, co-rotating | PLC | Modular barrel, data logging | 8 000–10 000 |
| Competitor A | 20–40 | Single screw | Manual | Basic teaching unit | 6 000 |
| Competitor B | 40–80 | Twin screw | Digital PID | Limited data export | 12 000 |
| Competitor C | 25–50 | Twin screw | PLC | No local service | 11 000 |
Darin balances affordability, industrial precision, and full after-sales service, making it particularly suitable for universities and pilot factories in Asia, Europe, and Latin America.
9. Consider ROI and Lifecycle Value
While lab extruders don’t directly generate production profits, they produce knowledge capital that drives innovation.
Still, operating costs remain low:
| Cost Element | DR-52 Typical | Unit |
|---|---|---|
| Electricity | 0.20 kWh/kg | 0.02 USD/kg |
| Maintenance | 100 USD/year | — |
| Spare parts | < 2 % machine cost/year | — |
| Average lifespan | 10 years | — |
A single new product formulation developed on a lab extruder can yield returns far exceeding equipment cost, making it an excellent long-term R&D investment.
10. Verify After-Sales Support and Global Service
Technical support determines uptime and research continuity.
Darin Machinery offers:
- 24-hour online troubleshooting
- Spare-parts delivery to 50+ countries
- Remote video training for operators
- Firmware and PLC updates for 5 years
- Recipe database covering snacks, cereals, and pet foods
Such support ensures your R&D never stops due to mechanical or software issues.
11. Check Certifications and Safety Compliance
All lab extruders should meet:
- CE safety directives (Europe)
- ISO 9001 quality management
- HACCP / GMP hygienic design
- UL/CSA (for North America, optional)
Darin DR-52 meets all major international standards and is accepted in academic research tenders worldwide.
12. Confirm Future Expandability
To protect your investment, choose a modular system that can evolve.
Possible upgrades for the DR-52:
- Additional heating zones
- Alternate die sets (snack, pet, cereal)
- Micro-dryer or flavoring drum
- Moisture sensor integration
- IoT remote dashboard
This ensures smooth progression from lab discovery → pilot verification → industrial production using the same technology family.
Cheaper single-screw lab units can match twin-screw versatility.False
No explanation available.
 Darin factory[/caption]
Darin factory[/caption]





