Pet biscuit manufacturers run into familiar headaches: dough that varies by the hour, moulds that won’t fill, embossed logos that print inconsistently, pale centers with over-colored edges, post-bake oil that pools or goes rancid, and fragile pieces that shatter at the packer. The fallout is expensive—giveaway on bag weights, rework and scrap, sanitation overtimes, oven gas bills that dominate your utility ledger, and audit findings that eat margin and sleep alike. The fix is not a single machine but a well-engineered, hygienic, and digitally controlled pet biscuit production line that treats mixing, forming, baking, cooling, inspection, and packaging as one system. In this guide—written from my perspective as a Ph.D. food process engineer and manufacturer at Darin Machinery—I’ll unpack how each unit operation works, the parameters that actually matter, and the practical design choices that keep a biscuit plant stable, safe, and profitable.
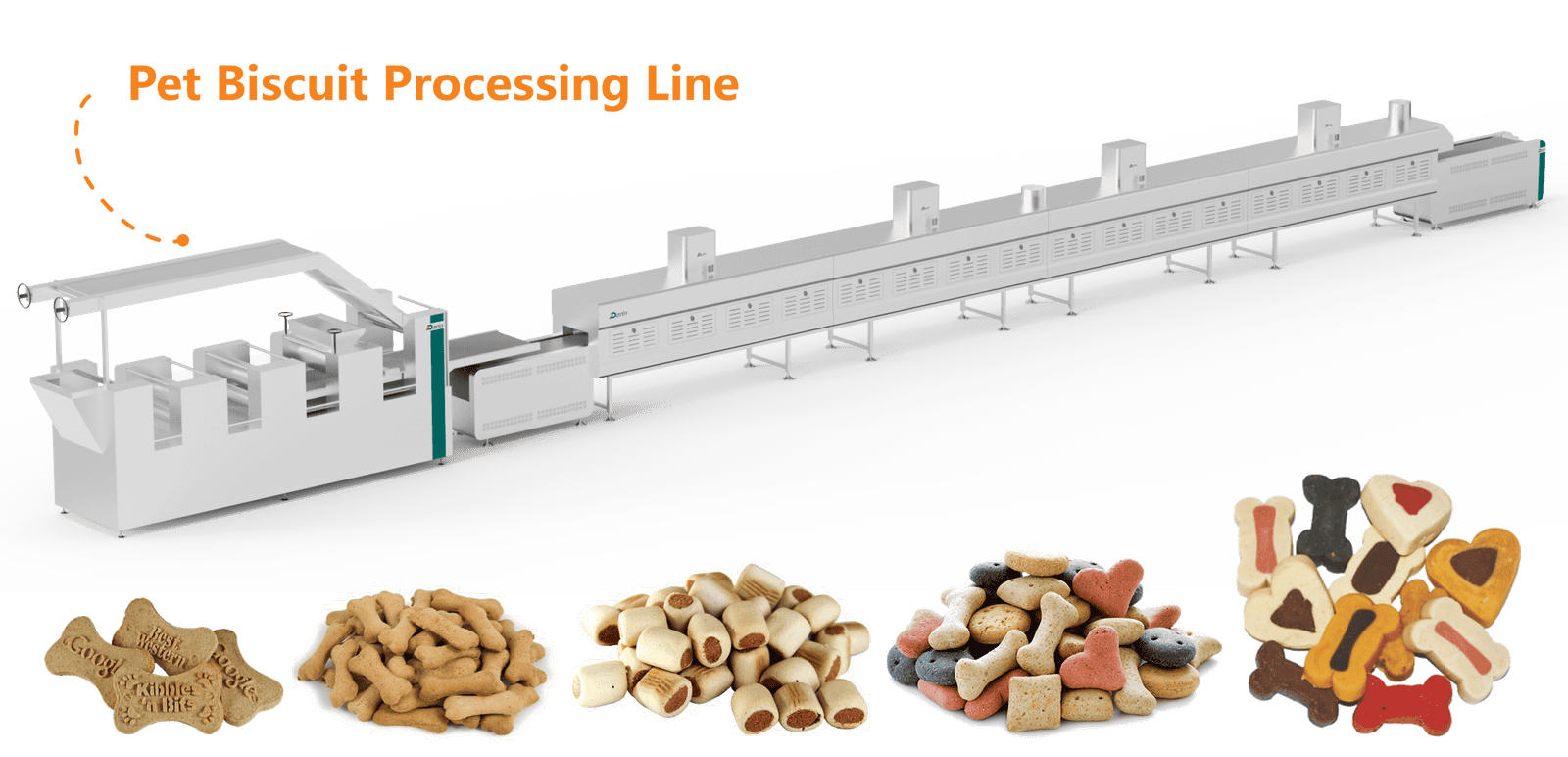
A modern pet biscuit production line is an integrated, food-grade system that doses dry and liquid ingredients, mixes to a controlled moisture and temperature, sheets and laminates dough to a uniform gauge, forms pieces (most commonly via rotary moulding), bakes them in a multi-zone tunnel oven to a target moisture (typically 6–9%) and water activity (aw 0.30–0.45), optionally applies surface oil or palatant, cools product below 35 °C to protect texture and package integrity, inspects with metal detection and checkweighing, and then bags and cases finished treats; all stations are coordinated by PLC/SCADA with recipe management, traceability, and sanitary design (tool-less guards, sloped surfaces, and CIP-friendly cabinets) to minimize changeover time and maximize OEE.
You could stop here with a working definition—but the difference between a line that merely “runs” and one that compounds profit is in the details: the dough absorption window that keeps rotary mould weight tight, the reduction ratio that prevents post-bake checking, the zone balance that sets color without case-hardening, the oil droplet spectrum that gives shine without greasiness, and the cooling discipline that locks in aw. Read on and I’ll show you how Darin Machinery designs, commissions, and validates lines from 300 kg/h craft plants to 1.2 t/h multi-SKU platforms—with parameter ranges you can apply tomorrow.
Rotary moulders are the preferred forming method for classic crisp pet biscuits.True
For stiff, low-fat doughs, rotary moulders deliver sharp emboss, tight weight control, and high throughput compared with wire-cutters used for softer formulations.
All dog and cat biscuits require four or more oven zones to bake correctly.False
Two to three zones are sufficient for most biscuit SKUs when humidity and band speed are tuned; more zones add flexibility, not necessity.
From ingredients to retail pack: the end-to-end flow, explained clearly
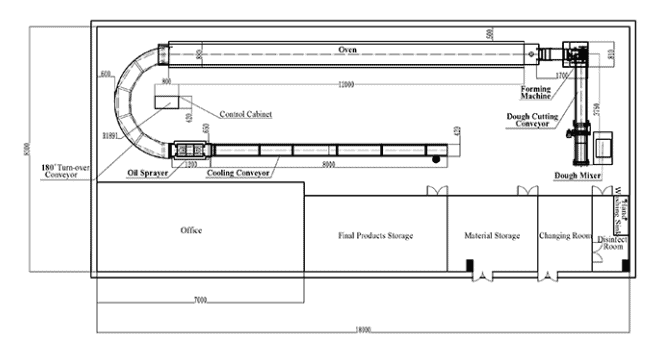
A pet biscuit making machine line (sometimes called a pet treat biscuit line) strings together unit operations whose interactions either stabilize the process—or broadcast variability downstream. In practical terms, a complete line includes ingredient handling (silos/bag dumps, sieving, magnets), precise dosing (loss-in-weight feeders), mixing (horizontal sigma or planetary; 22–28 °C dough temperature; hydration uniformity within ±0.5% moisture), dough rest (5–15 min to equalize), make-up (sheeter/laminator with 3:1–5:1 reduction to a 3–6 mm gauge), forming (rotary moulder is the workhorse; wire-cut is an alternative for soft doughs), baking (direct-gas or hybrid tunnel oven with 2–3 zones), post-bake oiling or glazing (0.3–1.0% add-on), cooling (ambient conveyor or enclosed spiral to <35 °C product temperature), inline inspection (checkweigher, metal detector, vision as needed), primary packaging (VFFS or pre-made pouch), and case packing/palletizing. The reason this system view matters is simple: a ±0.5% swing in dough moisture will move piece weight, emboss fidelity, oven load, color, breakage, and aw in a predictable chain reaction. Control it early; harvest stability everywhere.
Core ingredient functions and process notes (engineer’s pocket table)
| Ingredient | Typical Range (flour basis) | Primary Function | Process Watch-outs |
|---|---|---|---|
| Wheat flour (9–11% protein) | 100 (basis) | Structure, machinability | Ash 0.55–0.65% for lighter color; protein too high stiffens dough |
| Starches/cereal meals (rice, corn) | 5–25% | Crispness, spread control | Adjust water; starch raises absorption |
| Sugars/syrups | 2–10% | Browning, palatability | Higher reducing sugar → faster color; tune Zone-1 radiant |
| Fats/oils | 2–8% | Tenderness, aroma | High fat softens dough; reduce lamination pressure |
| Leaveners (soda, SALP) | 0.3–1.2% | Porosity, bite | Balance acid/alkali; staged release helps even structure |
| Fibers (cellulose, beet) | 1–8% | Dental claim, texture | Increases water binding; extend mix time 30–60 s |
| Meat meals/proteins | 2–12% | Nutrition, color | Darkens bake; lower radiant or raise convection later |
| Minerals/vitamins | q.s. | Nutrition | Dose via micro-feeder; sieve to prevent surges |
| Palatants (surface) | 0.2–2.0% | Aroma/acceptance | Apply post-bake; protect volatiles |
| Water | q.s. to 18–22% dough moisture | Hydration | Control within ±0.5%; meter by mass, not time |
The parameter window that keeps the line calm
Below are practical setpoints Darin Machinery uses to commission rotary-moulded pet biscuit lines. Treat them as starting windows—your formula and climate will refine them.
| Unit Operation | Target/Setpoint | Practical Engineering Notes |
|---|---|---|
| Dosing | ±0.2% mass accuracy | Loss-in-weight feeders reduce long-run drift |
| Mixing (horizontal) | 6–9 min; dough 24–27 °C | Stage water in 2–3 additions; avoid over-developing gluten |
| Dough rest | 5–15 min covered | Equalizes moisture; improves sheet gauge |
| Sheeter/laminator | 3:1–5:1 reduction to 3–6 mm | Keep recycle <30% to avoid shrink/cracking |
| Rotary moulder | Vacuum 20–40 mbar; fill 85–95% | Moisture consistency drives weight and emboss |
| Tunnel oven Zone 1 | 200–230 °C; lower RH | Set surface; prevent blisters by balancing top/bottom heat |
| Tunnel oven Zone 2 | 180–210 °C; medium RH | Drive core moisture; target exit 6–9% |
| Optional Zone 3 | 160–190 °C dry-out | Color trim; equalize core/surface |
| Oiling/glaze | 0.3–1.0% add-on | Heat oil to 35–45 °C for atomization; verify droplet size |
| Cooling | To <35 °C product | Spiral or ambient; 6–18 min dwell depending on mass |
| Metal detection | Fe 2.0 mm; Non-Fe 2.5 mm; SS 3.0 mm | Challenge at start and shift change |
| Packaging | Bag weights ±1.5% | Close loop with checkweigher feedback to filler |
Choosing your line architecture (compact, mid-range, high-throughput)
A “pet biscuit production line” is not one size fits all. Capacity, SKU mix, floor space, and utilities decide the architecture. Darin Machinery typically scopes three envelopes you can adapt to your business model.
Compact line (\~200–350 kg/h, single SKU focus)
This layout fits first plants and specialty brands: a 300 L horizontal mixer, short rest, single-stage sheeter with gauge rolls, 400–600 mm rotary moulder, 18–24 m direct-gas oven with two zones, inline air-assisted oil spray cabinet, 8–12 m ambient cooling, metal detector + checkweigher, and a single VFFS bagger. Expect a 35–45 m footprint, 150–280 kW burner capacity, and 10–20 kW drives. The payback lives in simplicity: fewer changeovers, straightforward sanitation, and energy that scales linearly with throughput. If you’re moving from artisan racks to continuous, this is the sane first step—tighten dough control and oven profiling, then scale.
Mid-range line (\~500–800 kg/h, multi-SKU agility)
Here we add lamination (2–3 reductions) to tame gauge variation, widen the band to 800–1000 mm, and install a 30–45 m hybrid oven (convection with radiant assist) offering two or three zones and humidity control. Cooling shifts to a spiral to reclaim floor space, and dual baggers keep downstream pace. Utilities rise (400–700 kW burner, controlled make-up air), but so does resilience to SKU changes. This is the sweet spot for private-label plants juggling light and dark biscuits, seasonal shapes, and promotional emboss without sacrificing OEE.
High-throughput platform (\~900–1,300 kg/h, network anchor)
For the top end, we run continuous mixing or alternating 1,200–1,500 L batch mixers to guarantee dough temperature and absorption, a three-station lamination deck, wide rotary moulding (or twin moulders), and a 60 m oven with precise humidity management across three zones. Oiling may pair with a flavor drum, cooling is enclosed and filtered, and primary packaging is multi-lane with automated case packing. You’ll plan around 1–1.5 MW peak thermal input, segregated allergen zoning, and SCADA with historian and OEE analytics. This platform pays back on network load balancing and tight cost per kilo.
Baking technology choices (and how to tune them)
| Oven Type | Heat Transfer Mode | Strengths | Watch-outs | Best-fit Use |
|---|---|---|---|---|
| Direct Gas-Fired (DGF) | Radiant + convective | Fast color, strong emboss definition, quick response | NOx compliance, careful humidity balance | Classic bones/paws needing defined edges |
| Convection (indirect) | Forced hot air | Even core drying, moisture control | Higher fan power, slower color | Light-colored biscuits, mixed SKU portfolios |
| Hybrid (IR + convection) | Surface IR plus air | Sharp surface set with even core | More parameters to manage | Embossed shapes; rapid changeovers |
| Electric | Radiant | Precise control, low local emissions | Energy cost depends on tariff | Smaller plants on green power PPAs |
Commissioning rule-of-thumb: most cracking and blistering labeled “oven problems” are dough-and-lamination problems upstream. Stabilize moisture and sheet gauge first; then use Zone 1 to set surface, Zone 2 to drive out water, and an optional Zone 3 to trim color and equalize core/surface temperatures.
Energy, throughput, and cost: numbers to plan a plant
| Band Width (mm) | Lane Utilization | Piece Pitch (mm) | Band Speed (m/min) | Throughput (kg/h)* | Oven Thermal Input (kW) | Specific Energy (kWh/kg) |
|---|---|---|---|---|---|---|
| 600 | 0.85 | 50 | 2.0 | 250–350 | 180–280 | 0.55–0.80 |
| 800 | 0.85 | 50 | 2.5 | 400–600 | 300–450 | 0.55–0.75 |
| 1000 | 0.90 | 50 | 3.0 | 700–1,000 | 500–750 | 0.50–0.70 |
| 1200 | 0.90 | 50 | 3.2 | 900–1,300 | 650–950 | 0.50–0.68 |
*Throughput depends on baked density (typ. 550–650 kg/m³), moisture/aw targets, and dwell time.
Practical energy levers with real payback: exhaust heat recovery (pre-heat make-up air to 80–120 °C, saving 8–15% gas), variable-speed fans (trim 3–7% electrical draw on light SKUs), better band scrapers (improve heat transfer by removing boundary layer fouling), door seal and insulation upgrades (2–5% shell loss reduction), and recipe-linked idle modes (auto setback during short stops).
Quality and food safety by design (HACCP that auditors like)
For baked pet biscuits, the validated kill-step is the bake; the final barrier is package integrity. Design CCPs accordingly.
| CCP | Hazard Controlled | Critical Limit | Monitoring Method | Corrective Action |
|---|---|---|---|---|
| Bake (kill-step) | Salmonella & pathogens | Core ≥90–95 °C for validated time; exit moisture ≤9% | Continuous temp log; hourly moisture & aw checks | Adjust setpoints; hold and re-test affected lots |
| Metal detection | Physical contamination | Fe 2.0 mm, Non-Fe 2.5 mm, SS 3.0 mm | Challenge tests at start/shift change | Isolate, re-screen, root-cause analysis |
| Allergen changeover | Cross-contact | Verified dry/wet clean per SOP | ATP swabs; visual inspection | Re-clean; retrain; document |
| Pack seal integrity | Moisture/O₂ ingress | Seal strength within spec; O₂ <2% if N₂ flush | Hourly burst/peel & residual O₂ tests | Adjust jaws/temps; rework |
Sanitary design that saves hours: open-frame weldments with sloped, non-hollow members; IP65 HMIs near wet zones; tool-less belt and barrel removal; oil spray cabinets with removable manifolds; spiral coolers with accessible plenums. Darin Machinery bakes these into every pet biscuit making machine we build so sanitation time is predictable and audit-ready.
Dough science that rules everything downstream
Control three variables and most of your “mysteries” disappear.
Dough Moisture (18–22% typical): Keep within ±0.5% and rotary mould weights snap into line. Too dry? Crumbly edges and under-fill. Too wet? Smearing in the mould, trapped steam, surface blisters. Meter water gravimetrically; if flour absorption swings, adjust with farinograph data or simple inline NIR.
Dough Temperature (24–27 °C): Warm dough flows and fills—but risks spread and soft edges; cool dough under-fills and chips. Use chilled water or jacketed mixers; don’t “mix for luck”—frictional heat is real.
Lamination/Reduction (3:1–5:1 to final gauge): Lamination eliminates density islands and sets bite. Recycle offcuts judiciously: above \~30% recycle, gluten development drives shrinkage and post-bake checking. 10–25% recycle is a happy place for most formulas.
Forming and embossing: getting crisp edges and legible logos
Think of the rotary moulding barrel as your die. Vacuum (20–40 mbar) assists cavity fill; more is not always better—over-vacuum can trap air and mark the back. Synchronize barrel and belt speeds to maintain a stable fill angle; slipping causes chatter marks and weight scatter. Design cavities with slight draft (3–5°) and radiused edges; set emboss depth around 0.6–1.2 mm for readability without weak points. Backer roll pressure should achieve full fill without squeezing dough out; halos at the edge are a tell-tale of over-pressure. Belting matters: cured PU belts typically release cleaner and wash down faster than cotton, lowering micro risks and sanitation minutes.
Baking physics: color, crunch, and aw without surprises
Zone balance is your steering wheel. Use higher radiant in Zone 1 to set surface and carry emboss definition, moderate convection to move moisture from the core in Zone 2, and optionally finish color/equalize in Zone 3. Manage humidity to prevent blistering: a touch of steam or tighter exhaust early, then drier later. If aw is in spec but bite is overly hard, you may have case-hardening from too aggressive an initial surface set; reduce Zone 1 radiant and lengthen mid-zone convection. Keep lane utilization uniform to avoid edge-to-center gradients. A small tweak—a 0.2 m/min change in band speed—often beats a 10 °C setpoint swing for bringing moisture home without color drift.
Oiling and palatants: aroma and sheen without greasiness
Surface oiling is powerful and risky. Keep add-on modest (0.3–1.0%); heat oil only to 35–45 °C to control viscosity; use air-assisted, filtered nozzles; verify droplet size and distribution with simple capture plates. If using dry palatants, a light pre-mist followed by a short flavor drum yields even adhesion without wet spots. Validate chemistry: antioxidants in the right form and at the right point extend shelf life silently; the wrong ones simply burn money.
Cooling, handling, and yield protection
Hot biscuits are fragile; cool to <35 °C before packaging to avoid condensation and aw creep inside the bag. Spiral coolers with controlled, filtered airflow (aim for 1–1.5 m/s across the product) protect texture and microbiology in tight footprints. Engineer transfers with minimal free falls (<150 mm) and soft polyurethane pushers. Yield math is unforgiving: on a 1 t/h line, every 1% breakage reduction is \~80 t/year of extra saleable product—real money.
Inline inspection and packaging that closes the loop
Checkweighers should drive filler feedback in auto-tune mode; aim for ±1.5% bag weight or tighter on premium SKUs. Multifrequency metal detectors downstream of the weigher catch what magnets missed upstream. Choose VFFS for cost-effective pillow/gusseted bags; for premium reclosables, pre-made pouch machines deliver brand presence at higher material cost. If shelf life matters, nitrogen flush to <2% residual O₂ and pick films with appropriate WVTR/OTR. Right-size the case packer and palletizing pace so upstream doesn’t starve while downstream hiccups.
Troubleshooting quick-reference (keep this on the HMI)
| Symptom | Likely Root Causes | Fast Checks/Fixes |
|---|---|---|
| Weight drift | Dough moisture variation; barrel wear; vacuum fluctuation | Verify water dosing; inspect cavities; stabilize vacuum and backer roll |
| Blisters | Over-wet dough; too much early radiant; trapped air | Reduce water 0.5–1.0%; add early humidity; balance top/bottom heat; tweak vacuum |
| Pale color | Low radiant; too much exhaust; low sugar | Raise Zone 1 radiant; trim exhaust; check syrup solids |
| Edge chipping | Excess lamination or recycle; dry dough; sharp cavity edges | Lower recycle to <25%; add 0.3–0.5% water; radius cavity |
| Greasy surface | Excess oil; cold oil; poor atomization | Reduce add-on; heat oil to 40 °C; service nozzles/filters |
| High aw in pack | Incomplete cooling; humid packing room; film mismatch | Extend cooling; dehumidify; verify film WVTR; check residual O₂ |
A short case study (what a 6-week optimization achieved)
A European private-label plant running \~700 kg/h reported weight giveaway, color banding, and elevated gas use. We upgraded to loss-in-weight dosing, added a jacketed mixer to lock dough at 25 °C, re-profiled the oven (less Zone 1 radiant, more Zone 2 convection), installed recipe-linked servo positions on sheeter gauge rolls, and capped recycle at 18%. Results: weight giveaway down 1.1 pp, color ΔE across the band −35%, gas per kg −12%, packer breakage −0.8 pp, sanitation time −28%. Payback on capex came in under 11 months—driven mostly by energy and giveaway.
Procurement & URS checklist (copy-paste into your RFP)
Define capacity envelope (min/typ/max kg/h), SKU matrix (dimensions, target moisture/aw, color), utilities (peak thermal/electrical/air, make-up air), belting and wear-part lists (spare barrels, belts, nozzles, gaskets), hygienic standards (weld maps, surface finish Ra targets, no hollow frames in wash zones), controls (PLC brand, recipe mgmt, historian/OEE tags, remote support), validation pack (FAT/SAT with IQ/OQ, kill-step protocol, metal detector challenge plan), service (training hours, PM schedule, critical spares, response times). You’ll award on total cost of ownership—capex plus utilities, sanitation hours, changeover minutes, and yield.
Part 1 wrap-up (why this matters on your P\&L)
If your biscuits chip, blister, or vary in weight, start upstream: lock moisture and dough temperature, discipline lamination and recycle, then trim oven zones. Keep oiling modest and even; cool completely and consistently. Wrap it all in sanitary, recipe-driven automation and the line will run calmer, cleaner, and cheaper. In the next deep-dive, I can expand into capacity-cost curves, full ROI models by plant size, hygienic zoning layouts, and SCADA tag maps—including downloadable templates you can drop straight into a URS.
A quick, human summary
Here’s the simple recipe for a reliable pet biscuit production line: stable dough, smart forming, balanced bake, disciplined cooling, honest inspection, and packaging that closes the loop. Get those right—once—and they keep paying you back every hour the line runs.
Let’s talk like humans and build this right
If you’re scoping a 300 kg/h compact line or planning a 1.2 t/h multi-SKU platform, send me three things—target capacity, top three SKUs (dimensions and color), and your utility constraints. I’ll return a tailored process flow, a realistic footprint, and a budgetary quote that respects both performance and hygiene.
Email: darin4@darin.cn
Website: https://petreatsmachine.com/
What helps me help you: desired throughput, shapes/sizes and emboss, packaging format, available floor space, allergen or certification requirements (CE, ISO, BRC/AIB), and any energy-or-sustainability goals.