
Manufacturing dry dog food is a high-stakes process where nutritional quality, product safety, and cost efficiency must align perfectly. Many manufacturers face challenges such as inconsistent kibble texture, nutrient degradation during processing, and high energy consumption. These problems can lead to increased production costs, reduced customer satisfaction, and compliance risks with regulatory bodies like AAFCO or FEDIAF. The solution is a well-engineered production system that integrates precise formulation science, high-performance extrusion technology, and rigorous quality control, ensuring every kibble is safe, nutritious, and appealing to pets.
Dry dog food is manufactured through a multi-step process involving ingredient formulation, grinding, mixing, extrusion cooking, drying, coating, cooling, and packaging. Success depends on creating a balanced recipe that meets nutritional standards, using advanced machinery to ensure consistent quality, and implementing strict quality control throughout production.
By mastering ingredient selection, process optimization, and equipment integration, manufacturers can consistently produce high-quality kibble that meets market demands while maximizing profitability. In this guide, we’ll explore every stage of the process—from formulation to packaging—backed by technical charts, cost-capacity models, and plant layout diagrams.
Dry dog food can be nutritionally complete without synthetic vitamins.False
Without synthetic vitamins or fortified ingredients, it is nearly impossible to meet AAFCO or FEDIAF nutrient requirements for complete and balanced dry dog food.
Part 1: Ingredient Science & Formulation Standards
Formulating dry dog food is both a nutritional science and a cost-optimization challenge. A good formulation must meet minimum nutrient requirements set by regulatory authorities while ensuring palatability, digestibility, and shelf stability.
1.1 Nutritional Standards
Two primary organizations define nutrient requirements for dry dog food:
| Organization | Region | Function |
|---|---|---|
| AAFCO (Association of American Feed Control Officials) | North America | Publishes nutrient profiles for dogs and cats, regulates labeling claims |
| FEDIAF (European Pet Food Industry Federation) | Europe | Issues nutritional guidelines, quality codes, and best practices |
Both standards specify nutrient minimums for growth, reproduction, and maintenance stages, covering:
- Crude protein
- Crude fat
- Essential amino acids (lysine, methionine)
- Omega fatty acids (EPA/DHA)
- Vitamins (A, D, E, K, B-complex)
- Minerals (calcium, phosphorus, zinc, iron)
Example:
- Adult maintenance protein requirement: 18% (AAFCO)
- Puppy growth protein requirement: 22–25% (AAFCO)

1.2 Core Ingredient Categories
| Ingredient Group | Examples | Role in Formula |
|---|---|---|
| Protein Sources | Chicken meal, fish meal, lamb meal, soybean meal | Build and repair tissues |
| Carbohydrate Sources | Corn, rice, wheat, barley, peas | Energy and fiber |
| Fats & Oils | Poultry fat, fish oil, flaxseed oil | Energy, coat health |
| Fiber Sources | Beet pulp, pea fiber, cellulose | Digestive health |
| Micronutrient Premixes | Vitamin-mineral blends | Balanced nutrition |
| Functional Additives | Probiotics, antioxidants | Health benefits & preservation |
1.3 Ingredient Quality Control
Before entering production, all ingredients must undergo incoming quality inspection to ensure safety and consistency. This involves:
- Moisture Testing: Prevents spoilage (grains < 13%, meals < 10%).
- Mycotoxin Screening: Particularly for corn, wheat, and soy.
- Protein Analysis: Using Kjeldahl or Dumas method.
- Microbial Testing: Checks for Salmonella, E. coli, mold.
1.4 Balancing Nutrition & Cost
One of the biggest formulation challenges is balancing nutritional completeness with cost efficiency. High-meat formulas boost digestibility and palatability but increase cost, while plant-based proteins lower cost but may require amino acid supplementation.
Cost–Protein Trade-Off Table:
| Formula Type | Protein Source Ratio (Animal\:Plant) | Protein Digestibility | Estimated Raw Material Cost (USD/ton) |
|---|---|---|---|
| Premium Meat-Heavy | 80:20 | 90–94% | \$950–\$1,150 |
| Balanced Mid-Range | 50:50 | 85–88% | \$750–\$900 |
| Economy Plant-Heavy | 20:80 | 78–82% | \$550–\$700 |
1.5 Darin Machinery’s Role in Formulation Success
While formulation is a nutritional task, Darin Machinery’s extrusion systems are engineered to preserve nutrient integrity. Features like precise temperature control, adjustable screw configurations, and vacuum coating systems help manufacturers:
- Reduce vitamin loss during processing
- Improve starch gelatinization for digestibility
- Apply palatants evenly for better flavor retention
This integration of formulation science with processing technology is what enables consistent, market-ready dry dog food at scale.

Part 2: Raw Material Handling & Grinding
Efficient raw material handling and precise grinding are critical in dry dog food manufacturing because they directly influence mixing efficiency, extrusion performance, and final kibble texture. Poorly handled raw materials can lead to contamination, inconsistent particle size, and production downtime, all of which reduce profitability.
2.1 Material Receiving & Storage
Objective: Ensure that incoming ingredients are safely stored, contamination-free, and traceable for quality assurance.
Key Steps in Material Handling Workflow:
Receiving & Documentation
- Each delivery is checked against purchase orders for quantity and quality.
- Ingredients receive a batch code for full traceability.
Initial Testing
- Moisture content measured using a moisture meter.
- Mycotoxin screening for high-risk crops like corn, wheat, and soy.
Storage
- Bulk grains stored in silos (outdoor or indoor with aeration systems).
- Protein meals stored in climate-controlled bins to prevent rancidity.
- Oils stored in stainless steel tanks with nitrogen blanketing to prevent oxidation.
Material Storage Table:
| Material Type | Storage Form | Ideal Conditions | Shelf Life |
|---|---|---|---|
| Grains & Cereals | Steel or concrete silos | Dry, cool, aerated, <13% moisture | 6–12 months |
| Protein Meals | Sealed bins with temperature control | <25°C, <10% moisture | 3–6 months |
| Oils & Fats | Stainless steel tanks | Nitrogen blanketed, <25°C | 2–4 months |
| Micronutrient Premixes | Sealed plastic or metal containers | Cool, dark, dry | 6–12 months |
2.2 Pre-Grinding Cleaning & Sorting
Before grinding, raw materials pass through cleaning equipment to remove debris, stones, and metal contaminants. This step prevents machinery damage and ensures product safety.
Common Equipment:
- Vibrating Screen Cleaner – Removes dust, husks, and large impurities.
- Destoner – Removes heavier particles like stones and glass.
- Magnetic Separator – Captures ferrous metals.
2.3 Grinding Process
Grinding reduces raw material particle size to ensure uniform mixing and optimal cooking in the extruder. The most common technology in pet food plants is the hammer mill.
Hammer Mill Process Flow:
- Ingredients enter through a feeder with magnets (removes stray metals).
- Rotating hammers impact the material against a perforated screen.
- Ground particles exit when small enough to pass through the screen holes.
Optimal Particle Size Table for Extrusion:
| Ingredient | Optimal Particle Size (Microns) | Impact on Processing |
|---|---|---|
| Corn | 400–500 | Ensures gelatinization & uniform cooking |
| Soybean Meal | 300–400 | Prevents oil separation & improves mixing |
| Meat Meals | 250–350 | Improves extrusion consistency |
| Fiber Sources | 500–700 | Maintains structure & kibble shape |
2.4 Darin Machinery Grinding Advantages
Darin High-Efficiency Hammer Mills are designed for pet food production with:
- Variable screen sizes for customized particle size control.
- Integrated aspiration system to reduce heat build-up and maintain ingredient quality.
- Automatic feeder regulation to ensure steady material flow and prevent motor overload.
- Noise reduction technology for better working environment.
2.5 Process Diagram — Raw Material Handling & Grinding
[Ingredient Receiving] → [Cleaning System] → [Storage Silos/Bins]
→ [Batch Weighing] → [Hammer Mill] → [Ground Ingredient Storage Hopper]2.6 Quality Control in Grinding
Key checkpoints during grinding:
- Particle Size Testing: Laser diffraction or sieve analysis every 2–4 hours.
- Temperature Monitoring: Prevents nutrient loss from overheating (>55°C).
- Screen Wear Checks: Damaged screens cause uneven grind size.
2.7 Cost & Efficiency Considerations
A poorly designed grinding section increases energy costs and shortens extruder life due to excessive wear.
Cost Comparison Table:
| Design | Energy Use (kWh/ton) | Maintenance Frequency | Estimated Annual Cost |
|---|---|---|---|
| Standard Hammer Mill | 30–35 | Every 500 hours | \$15,000–\$18,000 |
| Darin Energy-Optimized Mill | 20–25 | Every 750 hours | \$10,000–\$12,000 |
Key Takeaway: Precision grinding is the foundation for consistent extrusion performance. Investing in advanced grinding systems—like Darin’s high-efficiency hammer mills—reduces energy consumption, prolongs equipment life, and delivers uniform kibble quality.

Part 3: Mixing & Pre-conditioning
Mixing and pre-conditioning are the critical bridge between ingredient preparation and extrusion cooking. At this stage, dry and wet ingredients are blended to achieve uniform nutrient distribution, target moisture content, and optimal temperature for extrusion. Poor mixing or conditioning will result in uneven kibble texture, inconsistent cooking, and nutrient loss.
3.1 The Role of Mixing in Dry Dog Food Production
Objectives of Mixing:
- Uniform Nutrient Distribution – Ensures each kibble contains the same amount of vitamins, minerals, and protein.
- Moisture Homogeneity – Prevents localized overcooking or undercooking in the extruder.
- Efficient Coating of Particles – Oils, fats, and liquid additives are evenly spread to improve extrusion consistency.
3.2 Types of Mixers Used in Pet Food Plants
| Mixer Type | Mechanism | Advantages | Limitations |
|---|---|---|---|
| Ribbon Blender | Horizontal rotating ribbon agitators | Gentle mixing, suitable for fragile ingredients | Longer mixing time |
| Paddle Mixer | Rotating paddles create fluidized mixing zone | Fast mixing, good for powders and granules | Higher power demand |
| Double-Shaft Paddle Mixer | Two counter-rotating shafts | Very fast (<2 min), uniform mixing, liquid injection capability | Higher investment cost |
| Vertical Mixer | Screw conveyor lifts material vertically | Low cost, small footprint | Less uniform for fine powders |
Industry Standard:
Most high-volume dry dog food plants use double-shaft paddle mixers because they achieve <5% coefficient of variation (CV) in less than 2 minutes, even when adding liquids like oils or water.
3.3 Darin Machinery’s Mixing Solutions
Darin Double-Shaft Paddle Mixers are engineered with:
- Liquid injection ports for direct oil or steam addition.
- Short mixing cycles (60–120 seconds) for high throughput.
- Gentle yet thorough blending to avoid ingredient damage.
- Integrated weighing systems for recipe precision.
3.4 Pre-conditioning: Why It’s Essential
After mixing, the blend enters the pre-conditioner, which hydrates, heats, and partially cooks the material before extrusion. This stage determines starch gelatinization, protein denaturation, and microbial reduction.
Goals of Pre-conditioning:
- Raise moisture content from \~10–12% to 25–30%.
- Heat feed to 70–90°C before extrusion.
- Begin starch gelatinization for better expansion and digestibility.
- Kill pathogens like Salmonella and E. coli.
3.5 Pre-conditioner Types
| Pre-conditioner Type | Design | Best For |
|---|---|---|
| Single-Shaft | One shaft with paddles | Lower capacity, simpler recipes |
| Double-Shaft | Two intermeshing shafts with paddles | High throughput, uniform conditioning |
| Retention-Type | Extended chamber for longer residence time | Specialty or sensitive formulas |
Best Practice:
For dry dog food, double-shaft pre-conditioners provide optimal retention time (60–180 sec) and uniform steam/moisture distribution.
3.6 Steam–Moisture Conditioning Curve
Here’s a reference chart showing how steam injection affects feed moisture and temperature:
| Steam Addition (%) | Final Moisture (%) | Temperature (°C) | Effect on Extrusion |
|---|---|---|---|
| 5% | 18% | 60°C | Insufficient cooking, low expansion |
| 10% | 22% | 75°C | Good cooking, moderate expansion |
| 15% | 27% | 85°C | Optimal for digestibility & texture |
| 20% | 30% | 90°C | Very high expansion, may need cutter adjustments |
3.7 Process Flow Diagram — Mixing & Pre-conditioning
[Ground Ingredients] → [Mixer (Dry Blending)]
→ [Liquid Injection Ports: Oils/Water]
→ [Double-Shaft Paddle Pre-conditioner: Steam + Moisture]
→ [Discharge to Extruder]3.8 Quality Control at This Stage
- Mixing CV Test: Target <5% CV for nutrient uniformity.
- Moisture Test: NIR moisture analyzers for real-time monitoring.
- Temperature Check: Ensure outlet temperature is within ±2°C of setpoint.
- Steam Quality Audit: Use dry saturated steam to avoid excess condensate.
3.9 Cost & Efficiency Considerations
A well-optimized mixing and pre-conditioning stage can reduce extruder energy consumption by 10–15%, increase throughput, and improve final kibble quality.
Mixer Investment vs. Efficiency Table:
| Mixer Type | CAPEX (USD) | Mixing Time (sec) | Energy Use (kWh/ton) | CV (%) |
|---|---|---|---|---|
| Ribbon Blender | \$8,000–\$15,000 | 180–240 | 5–7 | 8–10 |
| Paddle Mixer | \$15,000–\$25,000 | 120–180 | 4–6 | 6–8 |
| Darin Double-Shaft Paddle | \$25,000–\$40,000 | 60–120 | 3–5 | <5 |
Key Takeaway: Mixing and pre-conditioning are not just preparation steps—they are the foundation of extrusion success. Investing in precise, high-throughput equipment like Darin’s double-shaft paddle mixer and pre-conditioner ensures consistency, energy savings, and premium kibble quality.

Part 4: Extrusion & Cooking Technology
Extrusion is the heart of dry dog food manufacturing — where a blended, conditioned mash is cooked, expanded, shaped, and partially dried in one continuous process. It’s the stage where raw nutritional formulations are physically transformed into uniform, digestible, and shelf-stable kibbles.
Done right, extrusion ensures consistent texture, maximum nutrient retention, and microbiological safety. Done poorly, it leads to undercooked or over-expanded kibbles, nutrient degradation, and even production stoppages.
4.1 How Extrusion Works
The pre-conditioned feed is fed into the extruder barrel, where it is subjected to mechanical shear, pressure, and heat. As the feed moves forward:
- Conveying: Screw flights push the material forward.
- Compression: Channel depth decreases, increasing pressure and temperature.
- Cooking: Starch gelatinizes, proteins denature, and fats are emulsified.
- Shaping: The material exits through a die plate, forming the kibble’s shape.
- Expansion: Sudden pressure drop causes water to flash off as steam, puffing the kibble.
- Cutting: Rotating knives cut the extrudate to the desired length.
4.2 Types of Extruders Used in Dry Dog Food
| Extruder Type | Screw Design | Advantages | Limitations |
|---|---|---|---|
| Single-Screw Extruder | One rotating screw in barrel | Lower cost, simpler maintenance | Less control over shear & moisture, limited recipe flexibility |
| Twin-Screw Extruder (Co-rotating) | Two intermeshing screws | High flexibility, precise control, handles diverse recipes, better mixing | Higher CAPEX |
| Twin-Screw Extruder (Counter-rotating) | Two screws rotating in opposite directions | Very high mixing and pressure control | Niche use in certain textured products |
Industry Trend: Over 80% of modern dry dog food plants use co-rotating twin-screw extruders because they provide superior control over product texture, density, and cooking parameters.

4.3 Key Extrusion Parameters for Dry Dog Food
| Parameter | Typical Range | Impact |
|---|---|---|
| Barrel Temperature | 90–160°C | Higher temp → more starch gelatinization, faster cooking |
| Moisture Content (Feed) | 25–30% | Controls expansion & texture |
| Screw Speed | 300–500 rpm | Higher speed → more shear, finer texture |
| Pressure at Die | 15–40 bar | Higher pressure → denser kibble |
| Residence Time | 20–40 sec | Controls cooking completeness |
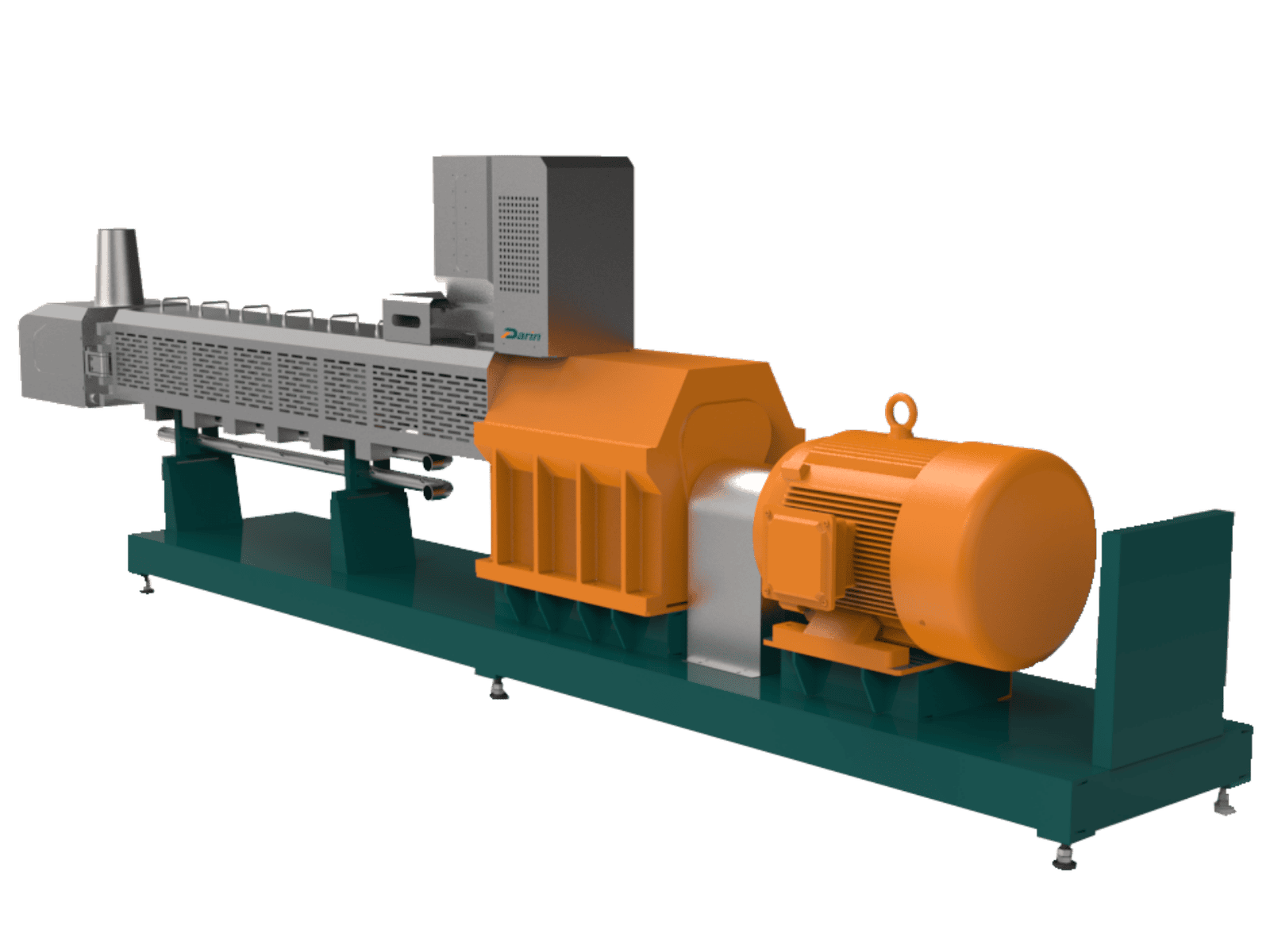
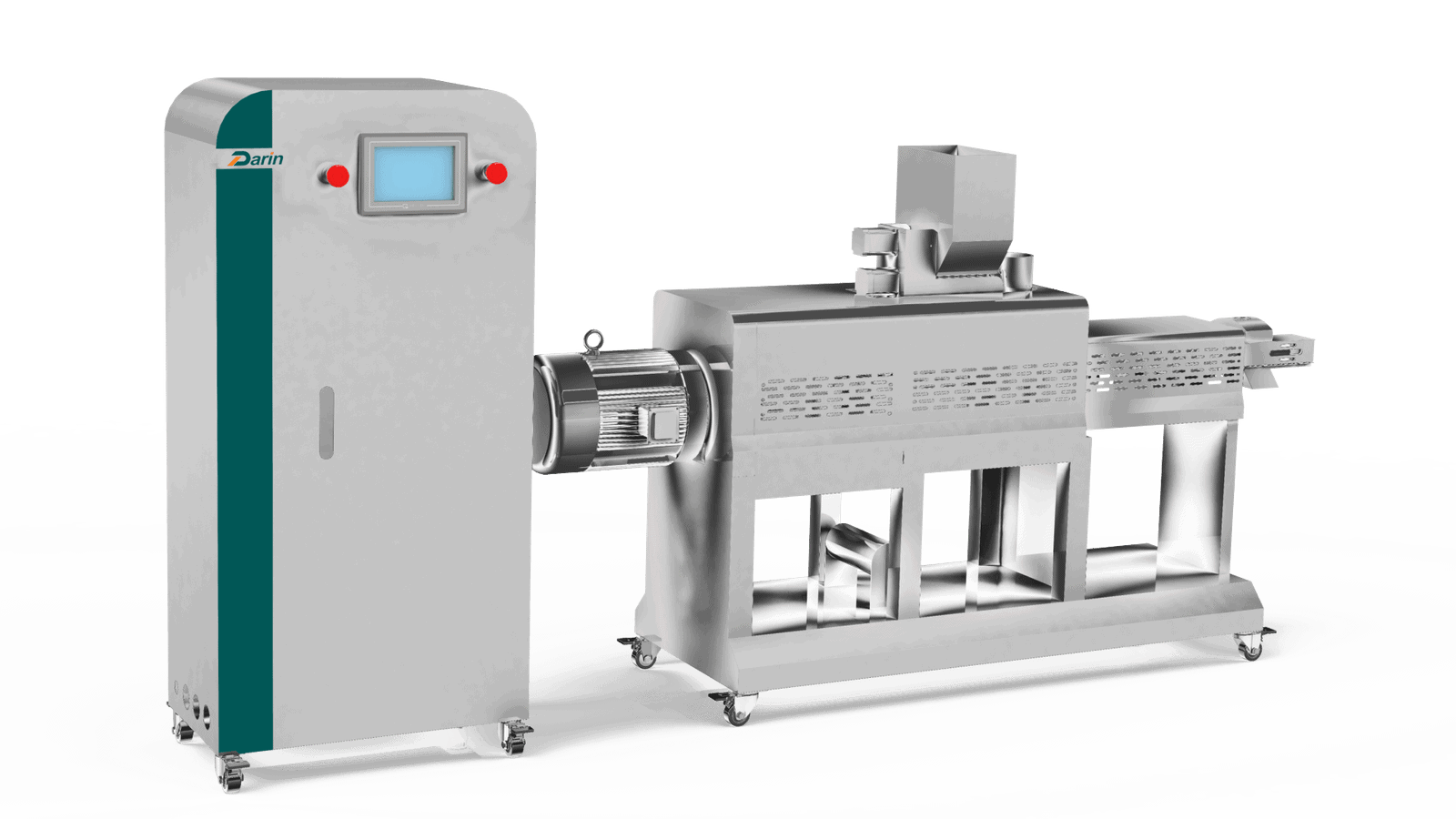
4.4 Darin Twin-Screw Extrusion Advantages
Darin High-Performance Twin-Screw Extruders are engineered for:
- Multi-zone temperature control for precision cooking.
- Modular screw elements to customize shear and mixing.
- Variable speed drives for energy efficiency.
- Automatic recipe changeover for minimal downtime.
- Hygienic stainless-steel design for food safety compliance.
With Darin systems, starch gelatinization rates of >90% are consistently achievable, enhancing digestibility and palatability.
4.5 Temperature–Pressure Profile in Extrusion
| Barrel Zone | Temp (°C) | Pressure (bar) | Process Function |
|---|---|---|---|
| Feeding Zone | 40–60 | 2–5 | Material conveying |
| Compression Zone | 90–130 | 10–20 | Cooking, moisture distribution |
| Cooking Zone | 140–160 | 20–35 | Starch gelatinization, protein denaturation |
| Die Zone | 110–130 | 25–40 | Shaping, final expansion control |
4.6 Expansion Control
Expansion is a critical quality parameter — too much leads to brittle kibbles, too little to dense, hard kibbles.
Factors affecting expansion:
- Moisture: Too high → less expansion; too low → overly expanded.
- Die Temperature: Higher temps usually increase expansion.
- Screw Configuration: More mixing elements increase shear and expansion.
4.7 Process Flow Diagram — Extrusion
[Pre-conditioned Feed] → [Feeding Hopper] → [Extruder Barrel (Multi-zone Cooking)]
→ [Die Plate Shaping] → [Rotary Cutter] → [Discharge to Dryer]4.8 Quality Control in Extrusion
- Density Checks: Bulk density target typically 300–450 g/L.
- Moisture Testing: 18–20% exiting extruder before drying.
- Starch Gelatinization Measurement: Enzymatic methods for digestibility.
- Kibble Dimension Checks: Shape and size uniformity within ±0.5 mm.
4.9 Energy & Cost Considerations
Extruder Energy Consumption:
- Single-screw: 50–65 kWh/ton.
- Twin-screw (Darin): 40–50 kWh/ton with higher throughput.
ROI Example — Switching from Single to Twin-Screw:
| Factor | Single-Screw | Twin-Screw (Darin) |
|---|---|---|
| Energy Cost (USD/ton) | \$6–7 | \$4–5 |
| Throughput (kg/h) | 800–1,200 | 1,500–2,500 |
| Scrap/Reject Rate | 4–5% | <2% |
| Payback Period | — | 18–24 months |
Key Takeaway: Extrusion is not just cooking — it’s the defining stage that shapes product identity. With precision-controlled twin-screw technology like Darin’s, manufacturers can achieve repeatable quality, lower costs, and wider recipe flexibility.

Part 5: Drying, Coating & Cooling
After extrusion, dry dog food kibbles still contain 18–20% moisture and are at a temperature of 90–120°C. Without proper drying, they will spoil quickly; without coating, they will lack flavor and palatability. Cooling ensures the product is stable for packaging and storage.
This stage determines final moisture content, shelf life, and flavor profile — all of which directly impact market acceptance.
5.1 Drying — Reducing Moisture for Shelf Stability
Objective: Reduce moisture to 8–10% to prevent microbial growth while preserving texture and nutrients.
Common Dryer Types in Pet Food Plants:
| Dryer Type | Design | Advantages | Best Use Case |
|---|---|---|---|
| Single-Pass Belt Dryer | Continuous belt in heated chamber | Simple operation, low maintenance | Low–medium capacity plants |
| Multi-Pass Belt Dryer | Multiple stacked belts | High throughput, uniform drying | Large-scale production |
| Rotary Drum Dryer | Rotating cylindrical drum | Gentle tumbling, uniform exposure | Fragile kibbles or treats |
Key Dryer Parameters:
- Inlet Temperature: 120–160°C (controlled to avoid nutrient loss)
- Outlet Temperature: 60–80°C (prepares for coating stage)
- Air Velocity: 2–4 m/s (ensures uniform heat transfer)
- Residence Time: 15–45 min (depending on kibble size & moisture)
Moisture Reduction Curve Example:
| Drying Stage | Time (min) | Moisture (%) | Notes |
|---|---|---|---|
| Inlet | 0 | 18–20% | Fresh from extruder |
| Midpoint | 20 | 12–14% | Majority of water removed |
| Outlet | 40 | 8–10% | Shelf-stable target achieved |
Darin Machinery Multi-Layer Belt Dryer Advantages:
- Independent temperature zones for precise moisture control.
- Optimized airflow pattern for even drying across belt width.
- Stainless steel construction for hygiene and durability.
- Energy recovery systems to reduce heat loss by up to 15%.
5.2 Coating — Flavor & Nutrition Enhancement
After drying, kibbles are coated to improve palatability, aroma, and nutritional profile. This is often the stage where heat-sensitive ingredients like probiotics, enzymes, and certain vitamins are added.
Two Common Coating Methods:
- Drum Coating — Kibbles tumble in a rotating drum while liquid and powder coatings are applied.
- Vacuum Coating — A vacuum chamber removes air from kibble pores before applying liquid coating, ensuring deep penetration and even distribution.
Benefits of Vacuum Coating (Darin Technology):
- Up to 15% more liquid absorption vs. atmospheric coating.
- Better palatant retention → improved aroma & taste.
- Uniform fat distribution → consistent energy content.
- Reduced surface greasiness → better packaging appearance.
Typical Coating Ingredients & Functions:
| Coating Additive | Function |
|---|---|
| Poultry fat / tallow | Energy source, aroma carrier |
| Digest / palatants | Enhance flavor, encourage feeding |
| Fish oil | Omega-3 source for skin & coat health |
| Vitamin-mineral premix | Nutritional completeness |
| Probiotics | Digestive health |
| Antioxidants | Shelf life extension |
5.3 Cooling — Final Step Before Packaging
Once coated, kibbles must be cooled to ambient temperature (25–30°C) before packaging. This prevents condensation inside bags, which would promote mold growth.
Cooling Systems:
- Counterflow Cooler — Air flows opposite to product movement for efficient heat removal.
- Ambient Belt Cooler — Simple conveyor system with fans; best for small to mid-scale plants.
Cooling Efficiency Curve Example:
| Time (min) | Kibble Temp (°C) |
|---|---|
| 0 (coater outlet) | 70–80 |
| 5 | 50–55 |
| 10 | 30–35 |
| 15 | Ambient (25–30) |
Darin Counterflow Coolers feature:
- Gentle product handling to avoid kibble breakage.
- Adjustable bed depth for different kibble sizes.
- Even airflow distribution for consistent cooling.
- Integrated dust extraction for a cleaner environment.
5.4 Process Flow Diagram — Drying, Coating & Cooling
[Extruder Discharge] → [Multi-Layer Belt Dryer]
→ [Vacuum Coater or Drum Coater]
→ [Counterflow Cooler]
→ [Buffer Hopper] → [Packaging]5.5 Quality Control in This Stage
- Final Moisture Test: Must be 8–10% for shelf stability.
- Coating Uniformity Check: Visual inspection + fat content analysis.
- Cooling Temp Check: ≤ ambient + 5°C before packaging.
- Microbial Test: Random batch sampling for Salmonella, mold, yeast.

5.6 Cost & Efficiency Considerations
| Design Choice | Energy Use (kWh/ton) | Coating Yield | Shelf Life Impact |
|---|---|---|---|
| Basic Belt Dryer + Drum Coater | 40–45 | 85–90% | 8–10 months |
| Darin Multi-Layer Dryer + Vacuum Coater | 30–35 | 95–98% | 12–14 months |
Key Takeaway: Drying, coating, and cooling are final critical quality gates before packaging. With precise moisture control, deep-penetration coating, and efficient cooling, Darin systems help manufacturers achieve longer shelf life, better flavor, and premium market positioning.

Part 6: Packaging & Storage
Packaging and storage are the final critical control points in dry dog food manufacturing. Even if the product is perfectly formulated, extruded, and coated, poor packaging or storage can destroy its quality before it reaches the customer.
Packaging serves three essential purposes:
- Preservation — Protects against oxygen, moisture, light, and microbial contamination.
- Portion Control — Allows accurate dosing for retail or bulk distribution.
- Marketing & Branding — Acts as the first touchpoint for consumer appeal.
6.1 Packaging Formats in the Dry Dog Food Industry
| Format | Size Range | Market Segment | Advantages | Limitations |
|---|---|---|---|---|
| Small Bags | 0.5–5 kg | Retail / premium niche | Easy to carry, premium branding | Higher packaging cost per kg |
| Medium Bags | 10–15 kg | Retail bulk buyers | Balanced cost & convenience | Limited shelf display space |
| Large Bags | 20–25 kg | Breeders, kennels, wholesale | Low cost per kg, high volume | Less convenient for consumers |
| Bulk Tote Bags | 500–1,000 kg | Commercial buyers | Efficient for large-scale feeding | Not suitable for retail |
6.2 Packaging Materials
| Material | Barrier Properties | Typical Use |
|---|---|---|
| Multi-layer Laminated Plastic | Excellent oxygen & moisture barrier | Premium retail packaging |
| Woven Polypropylene (PP) | Strong, durable | Large wholesale bags |
| Kraft Paper with PE Liner | Eco-friendly with good barrier | Specialty/niche markets |
| PET/PE Film | High print quality | Branded retail packs |
Note: For premium kibble, multi-layer laminated plastic with aluminum foil or metallized PET layer offers the best shelf-life extension.
6.3 Packaging Line Automation
Modern packaging lines for dry dog food integrate:
- Weighing System — Multi-head weighers for ±0.5% accuracy.
- Bag Form-Fill-Seal (FFS) Machines — Forms bags from roll stock, fills, and seals automatically.
- Nitrogen Flushing Units — Replaces oxygen in the bag to slow oxidation.
- Metal Detectors — Ensures no metal contamination in final product.
- Date Coding & Labeling — Inkjet or thermal transfer printing.
- Checkweighers — Final weight verification before palletizing.
Darin Machinery Automatic Bagging Line Features:
- Throughput: 10–25 bags/min depending on size.
- Accuracy: ±0.2% with servo-driven auger fillers.
- Nitrogen flushing capability for extended shelf life.
- Quick changeover between bag sizes for flexible production.
- Integrated QC modules (metal detection + checkweigher).
6.4 Nitrogen Flushing Science
Dry dog food contains fats and oils that can oxidize, leading to rancidity. Nitrogen flushing replaces oxygen in the package with inert nitrogen gas, reducing oxidation rates by up to 90%.
Benefits:
- Extends shelf life by 3–6 months.
- Preserves aroma and flavor.
- Protects sensitive nutrients (Omega-3, vitamins A & E).
Nitrogen Residual Levels Table:
| Residual Oxygen (%) | Expected Shelf Life |
|---|---|
| 1–2% | 12–14 months |
| 5% | 8–10 months |
| 10% | 6–8 months |
6.5 Storage Best Practices
Even with perfect packaging, storage conditions can make or break product quality.
Warehouse Requirements:
- Temperature: ≤ 25°C (avoid fat oxidation).
- Relative Humidity: ≤ 65% (prevent moisture uptake).
- Airflow: Adequate ventilation to avoid heat buildup.
- Pest Control: Rodent-proof construction, fumigation protocols.
Stacking & Palletizing Guidelines:
- Stack bags on pallets to prevent contact with floor moisture.
- Use pallet stretch wrapping to protect against dust.
- Follow FIFO (First-In, First-Out) rotation to minimize aging stock.
6.6 Cost-Per-Ton Packaging Analysis
| Format | Material Cost (USD/ton) | Labor Cost (USD/ton) | Total Packaging Cost (USD/ton) |
|---|---|---|---|
| Small Bags (1–5 kg) | \$120–\$150 | \$25–\$30 | \$145–\$180 |
| Medium Bags (10–15 kg) | \$60–\$80 | \$15–\$20 | \$75–\$100 |
| Large Bags (20–25 kg) | \$40–\$55 | \$10–\$15 | \$50–\$70 |
| Bulk Tote Bags | \$15–\$25 | \$5–\$10 | \$20–\$35 |
Savings with Darin Automation:
Replacing semi-manual bagging with a Darin fully automatic line can cut packaging labor costs by up to 70% and improve throughput by 40–50%.
6.7 Process Flow Diagram — Packaging & Storage
[Coated & Cooled Kibble] → [Weighing & Filling]
→ [Nitrogen Flushing] → [Sealing]
→ [Metal Detection] → [Date Coding]
→ [Checkweighing] → [Palletizing] → [Warehouse Storage]6.8 Quality Control in Packaging & Storage
- Seal Integrity Test: Ensures no leaks in package.
- Residual Oxygen Measurement: Target <2% for premium products.
- Visual Inspection: Printing quality, correct labeling.
- Periodic Microbial Sampling: Especially for long-stored batches.
Key Takeaway: Packaging is not just a marketing tool — it’s a critical preservation system. With Darin’s automated bagging and nitrogen flushing technology, manufacturers can achieve premium product presentation, extended shelf life, and reduced labor costs while ensuring consistent quality from plant to pet bowl.
Part 7: Plant Layout & Production Flow Diagrams
A well-designed plant layout is the foundation of efficient, hygienic, and cost-effective dry dog food manufacturing. Poor layouts result in cross-contamination risks, material bottlenecks, unnecessary labor movement, and higher operating costs.
Goal: To create a linear, unidirectional material flow — from raw material intake to packaged goods — with minimal backtracking and clear separation of clean vs. dirty zones.
7.1 Key Principles of Pet Food Plant Layout
- Unidirectional Product Flow — Avoid crossing paths between raw and finished products.
- Zoning for Hygiene — Separate raw material zones, processing zones, and packaging zones.
- Optimized Equipment Placement — Reduce conveyor lengths and transfer points.
- Scalability — Allow future capacity expansion without major structural changes.
- Ergonomics & Safety — Ensure safe walkways, equipment access, and maintenance space.
7.2 Core Production Sections in a Dry Dog Food Plant
| Section | Function | Key Equipment |
|---|---|---|
| Raw Material Intake | Receive and store ingredients | Silos, bins, tanks |
| Pre-processing | Clean, grind, weigh | Cleaners, hammer mills, scales |
| Mixing & Pre-conditioning | Uniform blend, moisture & heat adjustment | Mixers, pre-conditioners |
| Extrusion | Cook, shape, expand kibble | Single or twin-screw extruder |
| Drying | Reduce moisture to safe level | Multi-layer belt dryer |
| Coating | Add fats, flavors, nutrients | Drum or vacuum coater |
| Cooling | Reduce temp to ambient | Counterflow cooler |
| Packaging | Bagging, sealing, coding | Automatic bagging line |
| Storage & Dispatch | Keep finished goods ready for shipping | Pallet racks, forklifts |
7.3 Small-Scale Factory Layout (Capacity: 500–1,000 kg/h)
Key Features:
- Compact footprint (\~300–500 m²).
- Semi-automatic packaging to save CAPEX.
- Ideal for niche premium brands or regional supply.
[Raw Material Area]
↓
[Small Hammer Mill] → [Ribbon/Paddle Mixer] → [Single/Dual Pre-conditioner]
↓
[Mini Twin-Screw Extruder] → [Single-Pass Dryer]
↓
[Drum Coater] → [Ambient Cooler]
↓
[Manual/ Semi-auto Packaging] → [Pallet Storage]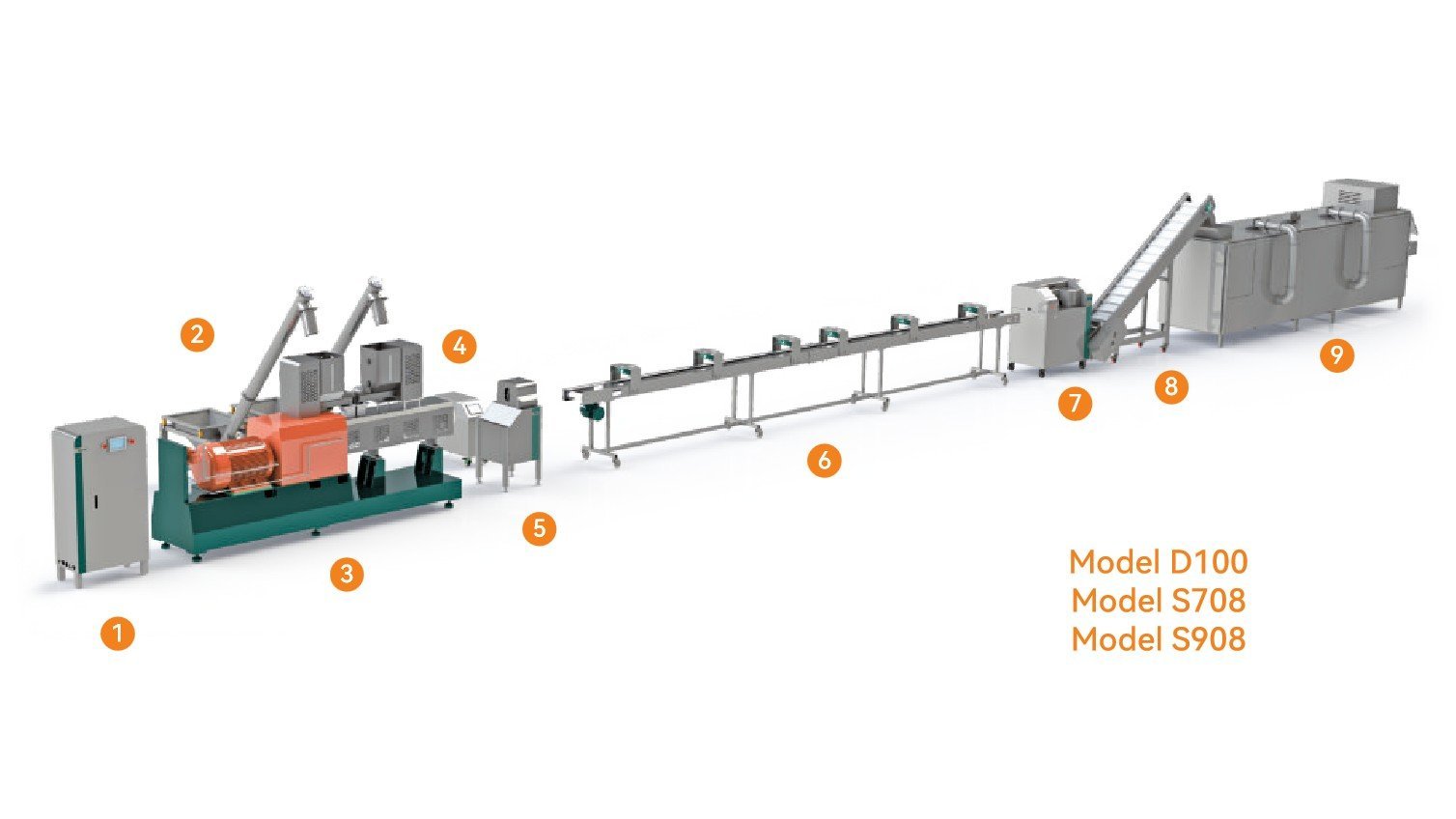
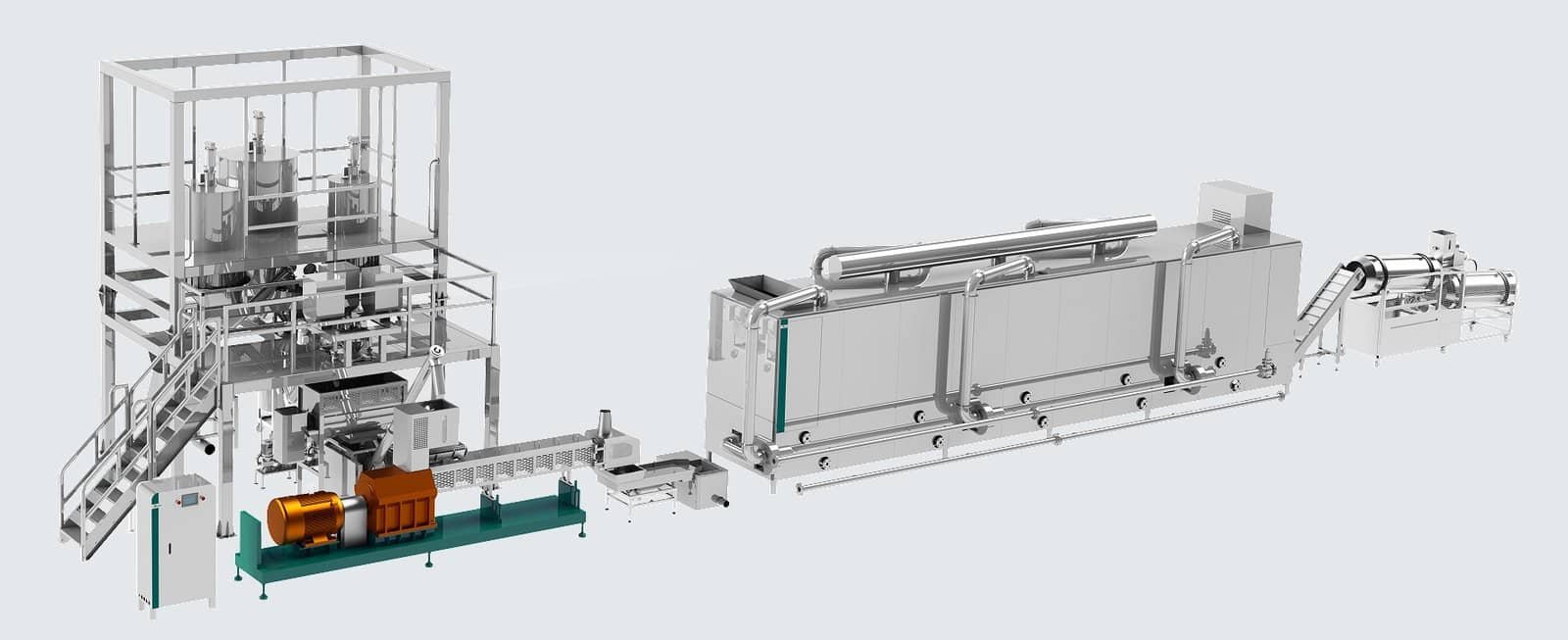
7.4 Medium-Scale Factory Layout (Capacity: 1–5 tons/h)
Key Features:
- Footprint \~800–1,200 m².
- Fully automated extrusion & drying.
- Automated bagging with nitrogen flushing.
[Bulk Silo Storage]
↓
[Cleaning Line] → [High-Capacity Hammer Mill] → [Double-Shaft Paddle Mixer]
↓
[Double-Shaft Pre-conditioner] → [Darin Twin-Screw Extruder]
↓
[Multi-Layer Belt Dryer] → [Vacuum Coater] → [Counterflow Cooler]
↓
[Automatic Bagging Line] → [Finished Goods Warehouse]
7.5 Large-Scale Industrial Plant Layout (Capacity: 10+ tons/h)
Key Features:
- Footprint > 3,000 m².
- Multi-line operation for redundancy and flexibility.
- Integrated silo management & real-time production monitoring.
[Bulk Truck Intake & Silos]
↓
[Automated Cleaning & Grinding Tower]
↓
[Batch Weighing & Mixing System (Central Control)]
↓
[Multi-line Pre-conditioning & Twin-Screw Extrusion Halls]
↓
[Parallel Multi-layer Dryers] → [Vacuum Coaters] → [Counterflow Coolers]
↓
[Automated Packaging Hall: Multiple Bag Sizes]
↓
[High-Bay Automated Warehouse with FIFO Control]7.6 Darin Machinery Layout Optimization Advantages
When Darin Machinery provides full-line solutions, we design layouts with:
- Shortest conveyor routes to minimize mechanical wear and energy use.
- Integrated control systems for synchronized line operation.
- Hygienic zoning to meet both AAFCO and FEDIAF compliance.
- Expansion modules allowing quick addition of dryers, coaters, or packaging lines.
7.7 Example — Material Flow Diagram (Medium-Scale Line)
Raw Materials → Cleaning → Grinding → Mixing
→ Pre-conditioning → Extrusion → Drying → Coating → Cooling
→ Packaging → Storage → ShippingFlow Characteristics:
- No backtracking of product.
- Clear separation between raw and finished product areas.
- Logical worker movement for safety and efficiency.
7.8 Layout & Cost Considerations
| Capacity | Estimated Footprint (m²) | Full-Line CAPEX (USD) | Darin Turnkey Delivery Time |
|---|---|---|---|
| 1 ton/h | 400–500 | \$350,000–\$500,000 | 3–4 months |
| 5 tons/h | 1,000–1,200 | \$1,000,000–\$1,500,000 | 5–6 months |
| 10+ tons/h | 3,000+ | \$2,500,000+ | 8–10 months |
Key Takeaway: A smart plant layout can boost throughput by 15–20% and cut handling costs by up to 25%. With Darin’s integrated engineering and machinery solutions, manufacturers get faster installation, better hygiene compliance, and long-term scalability.

Part 8: Capacity vs. Cost Analysis
Setting up a dry dog food manufacturing plant involves balancing capital investment (CAPEX), operational expenses (OPEX), and expected output. Understanding the relationship between plant capacity, production cost, and selling price is essential for determining profit margins and payback periods.
8.1 Capacity Categories in the Industry
| Category | Output (tons/h) | Typical Market | Operational Style |
|---|---|---|---|
| Small-Scale | 0.5–1.0 | Local/niche brands | Semi-automated |
| Medium-Scale | 1.5–5.0 | Regional/national | Fully automated |
| Large-Scale | 8–15+ | National/export | Multi-line continuous operation |
8.2 Estimated CAPEX for Different Plant Sizes
| Capacity | CAPEX Range (USD) | Major Cost Components |
|---|---|---|
| 1 ton/h | \$350,000–\$500,000 | Basic extrusion line, semi-auto packaging |
| 3 tons/h | \$750,000–\$1,000,000 | Full automation, larger dryer/coater |
| 5 tons/h | \$1,000,000–\$1,500,000 | Twin extruders, vacuum coating, auto bagging |
| 10+ tons/h | \$2,500,000+ | Multi-line plant, high-bay warehouse |
8.3 OPEX Breakdown — Cost Per Ton
A dry dog food manufacturer’s operational costs typically fall into five categories:
- Raw Materials (60–70%)
- Labor (5–10%)
- Energy (5–7%)
- Maintenance & Spare Parts (2–4%)
- Packaging (8–12%)
Example — Medium-Scale Plant (3 tons/h):
| Expense Item | Cost (USD/ton) | % of Total |
|---|---|---|
| Raw Materials | \$750 | 68% |
| Labor | \$80 | 7% |
| Energy | \$55 | 5% |
| Maintenance | \$30 | 3% |
| Packaging | \$90 | 8% |
| Total | \$1,005 | 100% |
8.4 Cost vs. Capacity — Graph Insight
Observation:
- Economies of scale: As capacity increases, cost per ton decreases due to higher throughput, better energy efficiency, and fixed cost distribution.
- At 1 ton/h, cost per ton may be 15–20% higher than at 5 tons/h.
Illustrative Example — Production Cost per Ton by Capacity
| Capacity | Cost/ton (USD) | Selling Price/ton (USD) | Gross Margin/ton (USD) |
|---|---|---|---|
| 1 ton/h | \$1,050 | \$1,350 | \$300 |
| 3 tons/h | \$1,005 | \$1,350 | \$345 |
| 5 tons/h | \$970 | \$1,350 | \$380 |
| 10 tons/h | \$950 | \$1,350 | \$400 |
8.5 Payback Period Calculation
Assuming 16 hours/day, 26 days/month, and 80% capacity utilization:
| Capacity | Annual Output (tons) | Annual Gross Profit (USD) | Payback Period (Years) |
|---|---|---|---|
| 1 ton/h | 4,992 | \$1.5M | 2.5–3.0 |
| 3 tons/h | 14,976 | \$5.1M | 1.5–2.0 |
| 5 tons/h | 24,960 | \$9.5M | 1.2–1.5 |
| 10 tons/h | 49,920 | \$20M | 1.0–1.2 |
8.6 Darin Machinery Impact on Cost Efficiency
Darin’s energy-optimized extrusion and drying systems can reduce energy costs by 10–15% and downtime by 20–30%, leading to:
- Lower OPEX → Higher margins.
- Shorter Payback → Faster ROI.
- Consistent Quality → Stronger market position.

8.7 CAPEX vs. OPEX Trade-off
Key Insight:
Higher initial CAPEX for automated, energy-efficient Darin systems pays off within 1–2 years compared to low-cost equipment due to savings in:
- Energy
- Labor
- Scrap/reject rate
- Maintenance downtime
Example — ROI Comparison: Standard vs. Darin Equipment (3 tons/h)
| Metric | Standard Line | Darin High-Efficiency Line |
|---|---|---|
| CAPEX | \$900,000 | \$1,050,000 |
| Energy Cost/ton | \$55 | \$48 |
| Scrap Rate | 4% | 2% |
| Payback | 2.0 years | 1.6 years |
Key Takeaway:
Capacity planning isn’t just about meeting demand — it’s about maximizing profit per ton. With Darin Machinery’s efficiency gains, medium to large-scale plants often see ROI within 12–18 months, even in competitive markets.
Part 9: ROI Projection Models for Different Plant Sizes
ROI (Return on Investment) calculations for dry dog food plants depend on fixed investment (CAPEX), operational costs (OPEX), product selling price, and production uptime.
By modeling different plant capacities and market conditions, we can predict payback periods and long-term profitability — and demonstrate how Darin Machinery’s efficiency gains improve the numbers.
9.1 ROI Calculation Formula
Annual Gross Profit = (Selling Price – Production Cost) × Annual Output
ROI (%) = (Annual Gross Profit / CAPEX) × 100
Payback Period (Years) = CAPEX / Annual Gross Profit
9.2 Base Case Assumptions
- Selling Price: \$1,350/ton (wholesale bulk price)
- Production Cost: From Part 8 cost-per-ton table
- Working Days: 26 days/month
- Hours per Day: 16 (two shifts)
- Utilization Rate: 80%
9.3 ROI Models by Plant Size (Base Case)
| Capacity | Annual Output (tons) | Cost/ton (USD) | Gross Profit/ton (USD) | Annual Gross Profit (USD) | CAPEX (USD) | Payback (Years) |
|---|---|---|---|---|---|---|
| 1 ton/h | 4,992 | 1,050 | 300 | 1,497,600 | 450,000 | 0.30 × CAPEX = 3.0 |
| 3 tons/h | 14,976 | 1,005 | 345 | 5,166,720 | 950,000 | 1.84 |
| 5 tons/h | 24,960 | 970 | 380 | 9,484,800 | 1,400,000 | 1.18 |
| 10 tons/h | 49,920 | 950 | 400 | 19,968,000 | 2,800,000 | 1.00 |
9.4 Sensitivity Analysis — Raw Material Price Increase
If raw material costs rise by 10%:
| Capacity | Cost/ton (USD) | Gross Profit/ton (USD) | Payback (Years) |
|---|---|---|---|
| 1 ton/h | 1,125 | 225 | 4.0 |
| 3 tons/h | 1,080 | 270 | 2.35 |
| 5 tons/h | 1,045 | 305 | 1.54 |
| 10 tons/h | 1,025 | 325 | 1.26 |
Observation: Larger plants absorb raw material price shocks better due to economies of scale.
9.5 Sensitivity Analysis — Sales Price Drop
If selling price falls by \$50/ton (to \$1,300/ton):
| Capacity | Gross Profit/ton (USD) | Payback (Years) |
|---|---|---|
| 1 ton/h | 250 | 3.6 |
| 3 tons/h | 295 | 2.12 |
| 5 tons/h | 330 | 1.27 |
| 10 tons/h | 350 | 1.14 |
Observation: Price drops hurt ROI more in small plants.
9.6 Sensitivity Analysis — Utilization Rate Drop
If plant runs at 60% utilization (due to low orders or downtime):
| Capacity | Annual Output (tons) | Annual Gross Profit (USD) | Payback (Years) |
|---|---|---|---|
| 1 ton/h | 3,744 | 1,123,200 | 4.0 |
| 3 tons/h | 11,232 | 3,869,040 | 2.45 |
| 5 tons/h | 18,720 | 7,123,200 | 1.56 |
| 10 tons/h | 37,440 | 14,976,000 | 1.20 |
9.7 Darin Machinery ROI Advantage
By using Darin’s energy-optimized extrusion lines and reduced downtime maintenance design, clients typically gain:
- 10–15% lower energy cost/ton.
- 20–30% lower reject/scrap rate.
- Higher uptime (90–95% vs. industry average 80–85%).
Example — Medium-Scale (3 tons/h) with Darin Equipment:
| Metric | Standard Line | Darin Line |
|---|---|---|
| Energy Cost/ton | \$55 | \$48 |
| Scrap Rate | 4% | 2% |
| Annual Gross Profit | \$5.16M | \$5.45M |
| Payback Period | 1.84 years | 1.74 years |
9.8 ROI Projection Graph — Darin vs. Industry Average
If we plot Payback Period (Years) against Capacity, Darin’s curve is consistently 0.1–0.3 years shorter due to OPEX savings.
Takeaway:
In capital-intensive industries like pet food manufacturing, even small efficiency gains compound into massive financial advantages over 5–10 years.
Part 10: Quality Control, Safety, and Compliance
In the dry dog food industry, product recalls and safety incidents can destroy brand reputation overnight. To avoid this, manufacturers must implement rigorous quality control (QC) and food safety management systems that ensure every batch meets nutritional, safety, and regulatory requirements.
10.1 Global Regulatory Bodies and Standards
| Region | Regulatory Body | Standard/Guideline | Focus Areas |
|---|---|---|---|
| North America | AAFCO (Association of American Feed Control Officials) | Nutrient profiles & labeling rules | Nutritional adequacy, ingredient definitions |
| Europe | FEDIAF (European Pet Food Industry Federation) | Nutritional guidelines & code of practice | Nutrient levels, labeling, hygiene |
| Global | ISO 22000 | Food safety management systems | HACCP-based safety protocols |
| Global | GMP+ | Good Manufacturing Practices for feed | Feed hygiene, traceability |
| Global | HACCP | Hazard Analysis and Critical Control Points | Preventive safety control |
| Global | Codex Alimentarius | Food code | General food safety principles |
10.2 Critical Quality Control (QC) Points in Production
QC Step-by-Step with Parameters:
Raw Material Intake QC
- Moisture Test: Grains ≤ 13%, protein meals ≤ 10%.
- Mycotoxin Screening: Corn, wheat, soy must be tested for aflatoxin, DON.
- Microbial Testing: Salmonella, E. coli in meat meals.
Grinding QC
- Particle size: 250–500 microns depending on ingredient.
- Temperature: ≤ 55°C to avoid nutrient loss.
Mixing QC
- Nutrient uniformity: CV ≤ 5% (coefficient of variation).
- Liquid addition accuracy: ±0.5%.
Pre-conditioning QC
- Moisture: 25–30%.
- Temperature: 70–90°C for partial cooking & pathogen reduction.
Extrusion QC
- Outlet moisture: 18–20%.
- Bulk density: 300–450 g/L.
- Starch gelatinization: ≥ 90%.
Drying QC
- Final moisture: 8–10%.
- Uniformity across belt: ±0.5% moisture variation.
Coating QC
- Coating weight: ±1% target value.
- Fat penetration (vacuum coating): > 90%.
Cooling QC
- Final temperature: ≤ ambient + 5°C.
Packaging QC
- Seal integrity: No leaks.
- Residual oxygen: ≤ 2% for nitrogen-flushed packs.
10.3 HACCP for Dry Dog Food
Hazard Analysis and Critical Control Points (HACCP) is the global gold standard for preventive food safety.
Example HACCP Plan — Dry Dog Food Line:
| Step | Potential Hazard | Control Measure | CCP? |
|---|---|---|---|
| Raw Material Intake | Mycotoxins in grains | Supplier approval + batch testing | Yes |
| Grinding | Metal fragments | Magnetic separators | Yes |
| Pre-conditioning | Pathogens | Heat treatment | Yes |
| Extrusion | Under-cooking | Temperature & moisture control | Yes |
| Coating | Microbial contamination | Apply only after drying in sanitary area | No |
| Packaging | Seal failure | Seal integrity test | Yes |
10.4 Nutritional Compliance Testing
AAFCO & FEDIAF require nutritional adequacy validation through laboratory testing:
- Proximate Analysis: Protein, fat, fiber, moisture, ash.
- Amino Acid Profile: Essential amino acids (lysine, methionine).
- Fatty Acid Profile: Omega-3 & Omega-6 levels.
- Vitamin & Mineral Content: A, D, E, calcium, phosphorus, etc.
Testing frequency: At least once per formulation batch and quarterly for ongoing verification.
10.5 Darin Machinery’s Role in QC & Compliance
Darin integrates food safety design principles into all machinery:
- Stainless steel construction with smooth welds for easy cleaning.
- Enclosed conveying systems to prevent contamination.
- Automated process monitoring for temperature, moisture, density.
- Data logging systems for traceability and HACCP record-keeping.
Example: Darin twin-screw extruders have inline moisture & temperature probes that allow instant corrective action, preventing off-spec batches.
10.6 Internal Audit & Traceability
Traceability Best Practices:
- Assign batch codes at raw material intake.
- Maintain electronic records for all processing parameters.
- Keep retain samples of finished product for at least 6 months.
Internal Audit Frequency:
- HACCP review: Quarterly.
- GMP inspection: Monthly.
- ISO/FSSC audits: Annually.
Key Takeaway:
Quality control is not a one-time task but a continuous process integrated into every production stage. Darin’s machinery and plant designs support AAFCO, FEDIAF, and ISO 22000 compliance — ensuring safe, high-quality products that pass inspections anywhere in the world.

Part 11: Global Market Trends & Technology Innovations
The global dry dog food industry is evolving rapidly, driven by changing consumer preferences, regulatory updates, and technological breakthroughs in processing. Manufacturers that adapt quickly will capture higher market share and profitability.
11.1 Market Growth & Demand Drivers
- Global Market Size (2024): \~\$40 billion USD
- CAGR (2024–2029): \~4.5% (source: Euromonitor, Statista)
- Top Growth Regions: Asia-Pacific, Latin America, Eastern Europe
Main Demand Drivers:
- Pet Humanization — Owners treat pets as family, driving demand for premium, functional diets.
- Convenience & Shelf Life — Dry food remains dominant because it’s easy to store, measure, and transport.
- Nutritional Transparency — Demand for clear labeling, “clean label” ingredients, and traceability.
- E-commerce Boom — Growth in online pet food sales increases packaging & branding requirements.
11.2 Emerging Product Trends
| Trend | Description | Manufacturing Implication |
|---|---|---|
| Grain-Free Kibble | Uses peas, lentils, sweet potatoes instead of grains | Adjust extrusion profiles for alternative starch sources |
| High-Meat Formulas | 60–80% animal protein sources | Stronger pre-conditioning & shear to handle higher fat load |
| Functional Foods | Joint health, skin/coat support, digestive health | Precision dosing of nutraceuticals in coating stage |
| Novel Proteins | Insects, algae, single-cell proteins | Adapt grinding & mixing to handle unconventional raw materials |
| Customized Nutrition | Breed, age, activity-specific diets | Flexible extrusion and packaging systems for multiple SKUs |
11.3 Sustainability in Pet Food Manufacturing
Environmental concerns are pushing manufacturers toward:
- Energy Efficiency: Lower energy per ton via optimized dryers and extruders.
- Water Savings: Recycling in steam generation and cleaning systems.
- Alternative Proteins: Reducing environmental impact of meat production.
- Eco-Friendly Packaging: Biodegradable films, recyclable PP woven bags.
Darin’s Sustainability Contribution:
- Energy-optimized extrusion lines with 10–15% less kWh/ton.
- Heat recovery systems in dryers.
- Compatibility with biodegradable packaging materials in automated bagging lines.
11.4 Next-Generation Processing Technologies
Smart Extrusion with IoT Sensors
- Real-time moisture, temperature, and torque monitoring.
- AI algorithms for auto-adjustment to maintain product specs.
Vacuum Infusion Coating 2.0
- Multi-stage vacuum cycles for dual liquid layer coating (fat + nutraceutical).
Continuous Inline QC
- NIR (Near-Infrared) analyzers directly on conveyor lines for immediate corrective action.
Modular Plant Designs
- Quick-swap extruder barrels, dies, and mixer paddles for faster product changeover.
Low-Temperature Drying
- Preserves heat-sensitive nutrients, reduces energy, and improves flavor retention.
11.5 Competitive Landscape & Differentiation
The dry dog food manufacturing sector is competitive, with leading companies leveraging:
- Premium Positioning (e.g., Royal Canin, Orijen)
- Price Leadership (e.g., Purina Dog Chow)
- Functional Specialization (e.g., Hill’s Science Diet for veterinary channels)
For new or growing manufacturers, competitive differentiation comes from:
- Faster product innovation cycles.
- Stronger B2B relationships with raw material suppliers.
- Investment in flexible, future-proof machinery — where Darin offers clear advantage.
11.6 Why Future-Readiness Matters
Pet food product cycles are shortening — what was premium 5 years ago is now mainstream. Manufacturers need equipment that:
- Can adapt recipes quickly without full line replacement.
- Handles both traditional and novel ingredients.
- Meets tightening sustainability and traceability standards.
Key Takeaway:
The future of dry dog food manufacturing belongs to companies that can combine nutritional science, production efficiency, and market agility. With its modular, energy-efficient, and automation-ready lines, Darin Machinery equips manufacturers to thrive in both current and emerging market conditions.

Manufacturing dry dog food at a world-class level requires precision in formulation, efficiency in processing, and discipline in quality control. From raw material intake to the final sealed package, each stage — grinding, mixing, extrusion, drying, coating, cooling, packaging, and storage — plays a critical role in determining product quality, safety, and profitability.
By following the step-by-step process outlined in this guide, manufacturers can produce consistent, nutritious, and market-ready kibbles that meet both regulatory standards and consumer expectations. The integration of efficient plant layouts, cost–capacity optimization, ROI modeling, and market trend awareness ensures not only technical excellence but also commercial success.
While the methods and technologies discussed apply universally across the industry, Darin Machinery’s turnkey solutions combine these best practices with cutting-edge engineering, energy efficiency, and modular flexibility — helping manufacturers lower operating costs, shorten payback periods, and future-proof their operations.

If you are planning to start, expand, or upgrade your dry dog food manufacturing line, you need a partner who can provide not just machinery, but a complete solution — from formulation support to plant design, installation, and operator training.
Darin Machinery has over 20 years of experience in the pet food machinery industry, with installations in over 70 countries and a reputation for delivering high-performance, reliable, and compliant production lines. Whether you’re producing 1 ton/hour for a local market or 10+ tons/hour for global distribution, Darin can design and deliver the right solution for your needs.
📩 Contact us today to discuss your project and get a customized proposal:
📧 Email: darin4@darin.cn
📞 WhatsApp: +86-138-0531-2637
With Darin as your partner, you’re not just making dog food — you’re building a profitable, sustainable, and competitive pet food business for the future.







