
Part 1: Industry Overview and Market Insight
1. The Rise of Dog Snacks
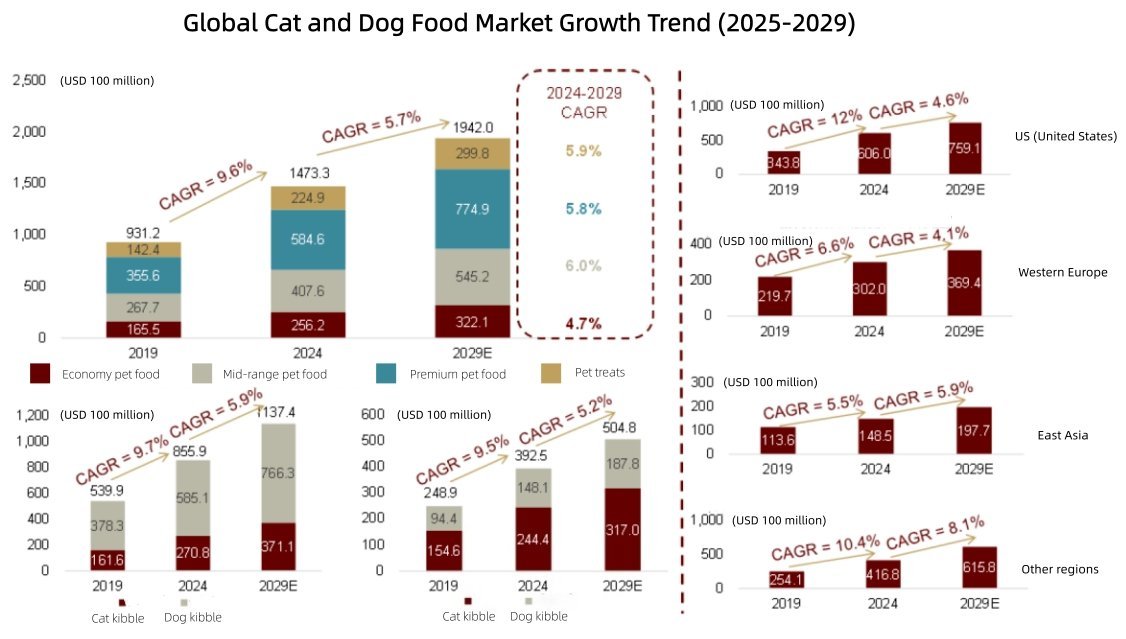
Over the past two decades, the global pet food industry has transformed from a niche market into one of the fastest-growing sectors in the food industry. Within this ecosystem, dog snacks—ranging from jerky treats to dental chews and biscuits—represent a high-margin, innovation-driven category that reflects broader trends in pet humanization and premiumization.
Dog owners no longer view treats as occasional indulgences but as essential tools for training, oral health, and emotional bonding. As a result, the global dog snack market continues to expand at a compound annual growth rate (CAGR) exceeding 6–8%, outpacing the broader pet food segment.
According to industry analysts, global sales of dog snacks surpassed USD 20 billion in 2024, accounting for roughly 15–20% of total pet food revenue. The U.S., Europe, and China dominate consumption, but emerging markets in Southeast Asia, Latin America, and the Middle East are now rapidly expanding due to rising disposable incomes and changing pet-keeping cultures.
2. Market Evolution: From Treat to Functional Nutrition
Originally, dog treats were simple baked biscuits with limited nutritional intent. Today, the market has diversified into multiple functional categories:
| Type | Key Purpose | Example Products |
|---|---|---|
| Training Treats | Small, high-palatability snacks for behavior reinforcement | Mini meat cubes, semi-moist pellets |
| Dental Chews | Support oral hygiene and reduce tartar | Greenies®, Whimzees®, dental sticks |
| Jerky Treats | High-protein, natural meat snacks | Chicken, duck, or beef jerky strips |
| Soft & Moist Treats | Enhanced texture and flavor retention | Semi-moist bite snacks |
| Rawhide Bones | Long-chewing entertainment treats | Knotted bones, pressed hides |
| Functional Treats | Nutritional or therapeutic benefits | Joint-care, skin-care, probiotic snacks |
This product diversification has directly driven innovation in production technology—from extrusion and drying systems to automated forming, coating, and packaging lines.

3. Technological Drivers Behind Modern Dog Snack Production
The modernization of dog snack manufacturing has been propelled by three main forces:
(1) Automation and Consistency
Early treat production was largely manual, resulting in inconsistent shapes and variable quality. Modern dog snack plants utilize fully automated production lines, often integrating:
- Twin-screw extruders for dental chews and soft treats
- Forming and cutting machines for biscuits and jerky
- Continuous dryers for moisture uniformity
- Oil-spraying and flavoring systems for surface enhancement
Automation ensures precise control of moisture, texture, and shape, while drastically reducing labor and contamination risks.
(2) Ingredient Science and Nutritional Design
Manufacturers are investing in nutritional formulation and functional additives—collagen, glucosamine, omega-3, probiotics—to differentiate products. Modern extrusion technology allows incorporation of these ingredients without nutrient loss, as temperature and residence time can be accurately controlled.
(3) Food Safety and Traceability
With increasing regulatory scrutiny—particularly after previous incidents involving contaminated pet treats—food safety has become central. Advanced production lines now feature:
- Stainless steel 304/316L construction
- CIP (Clean-in-Place) sanitation systems
- PLC + HMI controls for data logging and traceability
- Compliance with FDA, CE, ISO, and GMP standards
4. Global Market Segmentation
By Product Type
- Jerky Treats: ~30% of global market
- Dental Chews: ~25%
- Biscuits & Baked Treats: ~20%
- Soft & Moist Treats: ~15%
- Rawhide & Long-Chew Treats: ~10%
By Region
- North America: Mature, innovation-driven; strong demand for grain-free and clean-label snacks.
- Europe: Focus on sustainability and organic certification; high standards for ingredient transparency.
- Asia-Pacific: Fastest growth, led by China, Japan, and South Korea; localization of flavors (duck, fish, chicken).
- Latin America & Middle East: Expanding pet population and modern retail distribution boosting adoption.
5. Value Chain Overview
A modern dog snack production ecosystem typically involves the following stages:
- Raw Material Supply – Meat, starches, cereals, plant proteins, flavorings.
- Pre-Processing – Grinding, mixing, hydration, emulsification.
- Forming or Extrusion – Creating specific shapes (sticks, bones, cubes).
- Drying / Baking – Removing moisture for shelf stability.
- Coating / Flavoring – Applying oils, palatants, or supplements.
- Cooling & Conveying – Controlled transition for product stabilization.
- Packaging – Automatic weighing, sealing, nitrogen flushing.
- Quality Control & Logistics – Testing, labeling, and distribution.
Each stage requires dedicated equipment that can be integrated into a complete, continuous line, ensuring seamless production and energy efficiency.
6. Industrial Players and Equipment Suppliers
The dog snack production industry features several global equipment manufacturers specializing in pet treat machinery. They typically provide turnkey solutions, from single machines to full factory setups.
Typical offerings include:
- Twin-screw extruder systems for dental sticks
- Jerky cutting and drying systems
- Automatic biscuit forming & baking lines
- Rawhide pressing machines
- Multi-head weigher packaging machines
Chinese suppliers like Darin Machinery have become internationally recognized for providing cost-effective, CE-certified, and export-ready dog snack production lines. Their modular design allows flexible configuration for different snack types—ideal for manufacturers seeking to enter multiple treat segments with a shared infrastructure.
7. Key Success Factors in Dog Snack Manufacturing
| Area | Strategic Importance | Description |
|---|---|---|
| Consistent Quality | ★★★★★ | Precise control of moisture and texture determines shelf life and consumer acceptance. |
| Product Differentiation | ★★★★☆ | Innovations in shape, color, and nutritional function enhance competitiveness. |
| Food Safety Compliance | ★★★★★ | Compliance with global standards (FDA, CFIA, EU Feed Hygiene) ensures market access. |
| Automation & Efficiency | ★★★★☆ | Reduces labor, energy, and waste while improving productivity. |
| Brand Storytelling & Packaging | ★★★★☆ | Premium visual design and clean labeling build trust with pet owners. |

8. Challenges and Opportunities
Challenges
- Rising raw material costs (meat, gelatin, starch)
- Stringent regulatory standards for exports
- Short product life cycles due to trend-driven market
- Need for continuous R&D and sensory testing
Opportunities
- Plant-based or insect protein dog snacks
- Personalized nutrition via extrusion flexibility
- Sustainable packaging (bio-based films, recyclable bags)
- IoT-based production monitoring and traceability
The dog snack industry sits at the intersection of food technology, animal nutrition, and consumer lifestyle. As global pet ownership grows and premiumization deepens, manufacturers capable of integrating flexible, hygienic, and automated production lines will dominate the next decade.
In the following section, we will dive deeper into the technical and formulation principles behind dog snacks—examining raw materials, ingredient functionality, nutritional balancing, and how these choices determine equipment configuration and process flow.
Part 2: Dog Snack Classification & Formulation Principles
1. The Foundation of Snack Innovation
The formulation stage is the heart of dog snack production. Every product type—jerky, dental chew, biscuit, or soft treat—begins with a precise recipe that balances nutrition, texture, flavor, and processability. The choice of raw materials determines not only the dog’s acceptance and health outcomes but also the machine configuration, extrusion temperature, drying curve, and packaging requirements.
In the modern pet snack industry, formulation design integrates both animal nutrition science and food engineering principles. Manufacturers must comply with AAFCO, FEDIAF, or equivalent nutritional standards, ensuring adequate levels of protein, fat, fiber, and essential micronutrients, while maintaining taste, chewability, and shelf stability.
2. Main Dog Snack Categories by Processing Method
Dog snacks can be systematically classified by processing technology, as each process dictates the formulation requirements:
| Processing Method | Product Type | Typical Moisture | Texture | Example |
|---|---|---|---|---|
| Extrusion | Dental Chews, Soft Treats | 10–20% | Elastic, chewy | Dental sticks, twisted chews |
| Baking | Biscuits, Crunchy Treats | 5–8% | Crisp, dry | Dog biscuits, baked bones |
| Drying / Dehydration | Jerky Treats, Meat Strips | 12–18% | Fibrous, dense | Chicken or duck jerky |
| Pressing & Shaping | Rawhide Bones | 8–12% | Hard, long-lasting | Knotted bones |
| Injection Molding | Special Shapes or High-End Chews | 8–15% | Smooth, flexible | 3D-shaped chews |
Each method has unique thermal and mechanical profiles, determining ingredient compatibility (e.g., starch gelatinization, protein denaturation, fat tolerance).
3. Core Raw Materials and Their Functional Roles
High-quality dog snacks depend on selecting and combining the right raw materials. The typical ingredient groups are:
(1) Protein Sources
Proteins provide essential amino acids, structure, and chew texture.
Common options include:
- Meat Meals: Chicken, beef, duck, fish meal – main protein matrix
- Plant Proteins: Soy protein, pea protein, wheat gluten – for structure and elasticity
- Gelatin / Collagen: Enhances chewiness and glossy texture in dental treats
- Hydrolyzed Proteins: Improve palatability and digestibility
Design Tip: For jerky and dental chews, use 25–40% protein; for biscuits, 10–20% is sufficient.
(2) Carbohydrates & Binders
Carbohydrates provide energy and structural integrity:
- Wheat Flour / Corn Starch: Primary binders for baked snacks
- Potato Starch / Tapioca Starch: Excellent expansion and softness in extruded chews
- Modified Starches: Improve water binding and processing tolerance
- Cellulose Fiber: Controls density and improves digestion
Key Ratio: In extrusion-based lines, 25–40% starch ensures proper gelatinization and elasticity.
(3) Fats and Oils
Provide flavor, energy, and mouthfeel.
- Animal Fats: Chicken oil, beef tallow – enhance palatability
- Vegetable Oils: Sunflower, canola, coconut oil – used for coating or as emulsifiers
- Omega-3 Additives: Fish oil, flaxseed oil – promote skin and coat health
Fat levels should be optimized between 5–10%, depending on drying capacity and desired texture.
(4) Functional Additives
Improve health and product stability:
- Mineral & Vitamin Premixes (A, D, E, B, Ca, P, Zn)
- Glucosamine & Chondroitin – joint support
- L-carnitine – fat metabolism
- Natural Antioxidants – rosemary extract, mixed tocopherols
- Preservatives – potassium sorbate, citric acid for shelf life extension
(5) Flavorings & Palatants
Dogs are sensitive to meat aromas. Flavor enhancers such as liver hydrolysate, yeast extract, or smoke flavor are added either in the dough or via surface oil coating after drying.
(6) Water
Though often overlooked, water content and distribution affect extrusion stability, expansion ratio, and drying energy. Pre-conditioning typically raises total dough moisture to 25–30% before extrusion or forming.
4. Nutritional Targets and Balanced Formulation
To ensure complete and safe treats, manufacturers align recipes with nutritional standards. While treats are supplemental (not full diets), the composition still needs to be controlled:
| Nutrient | Typical Range in Dog Snacks | Functional Impact |
|---|---|---|
| Crude Protein | 18–40% | Muscle maintenance, flavor |
| Crude Fat | 5–10% | Palatability, energy |
| Crude Fiber | 2–5% | Digestive regulation |
| Moisture | 5–20% | Texture, shelf life |
| Ash | 2–6% | Mineral content |
| Additives (vitamins, probiotics) | Trace | Functional benefits |
Note: Jerky treats emphasize high protein and low moisture, while dental chews target moderate elasticity and digestibility.
5. Ingredient Preparation and Mixing Principles
Before entering the main forming or extrusion process, ingredients must be accurately weighed, crushed, mixed, and conditioned. This stage determines uniformity and product repeatability.
Key Process Steps:
- Grinding: Raw meats or cereals are ground to uniform particle size (≤1 mm).
- Mixing: Ribbon or paddle mixers ensure homogeneous distribution of ingredients and liquids.
- Emulsifying: For jerky, meat emulsions are created to achieve fiber-like texture.
- Hydration: Starches and proteins absorb water for proper plasticization.
- Conditioning: Temperature and moisture are pre-stabilized (typically 70–90°C, 20–30% moisture) for extrusion readiness.
Modern systems include vacuum feeders, automatic dosing, and liquid injection ports to maintain precision.
6. Texture Design & Product Engineering
Texture is a key differentiator between dog snack types and is determined by raw material matrix + processing parameters.
| Texture Type | Key Formulation Control | Example Product |
|---|---|---|
| Crispy / Crunchy | High starch, low moisture, baking | Dog biscuits |
| Elastic / Chewy | High protein, gelatin, low expansion | Dental sticks |
| Fibrous / Jerky-like | Meat emulsion + slow drying | Chicken jerky |
| Soft / Moist | Glycerol + humectants | Semi-moist treats |
| Hard / Long-lasting | Rawhide + pressure drying | Knotted bones |
The desired texture determines extruder configuration, die design, and drying curve. For example:
- Dental chews use twin-screw extruders with controlled shear to develop elasticity.
- Jerky strips use lamination or molding machines followed by low-temperature drying.
7. Moisture and Water Activity Control
Shelf stability depends on achieving target water activity (aw) below 0.85 to prevent microbial growth.
Different drying or baking methods are selected accordingly:
- Hot air drying (jerky): 60–80°C for 2–6 hours
- Baking (biscuits): 180–220°C for 10–20 minutes
- Extrusion + drying (dental chews): staged dehydration to retain chewiness
Humectants (like glycerin, sorbitol) can maintain softness while preventing spoilage.
8. Cost Optimization and Local Ingredient Substitution
For emerging-market factories, cost efficiency without compromising quality is crucial.
Strategies include:
- Replacing part of meat meal with soy protein isolate or DDGS (distillers dried grains).
- Using rice flour or tapioca for gluten-free recipes.
- Incorporating regional by-products (fishmeal, poultry meal) to enhance sustainability.
- Adjusting extrusion moisture to reduce energy consumption.
Formulation software and pilot-scale trials help achieve consistent performance across ingredient variations.
9. Quality Assurance and Regulatory Compliance
Dog snack formulations must comply with:
- AAFCO (USA) – Ingredient definitions and labeling
- FEDIAF (EU) – Nutritional guidelines
- GB/T standards (China) – Food safety and hygiene
- ISO 22000 / HACCP – Production quality systems
Routine quality control includes:
- Moisture analysis (oven method)
- Protein testing (Kjeldahl or Dumas)
- Microbiological assays
- Texture and hardness tests
- Sensory evaluation (odor, color, shape)
The art of formulating dog snacks lies in balancing nutrition, palatability, and processability. A well-designed formula aligns with the intended product texture and available equipment capabilities—ensuring stable extrusion, uniform drying, and attractive sensory properties.
In the next part, we will transition from formulation to process engineering, exploring the core production line design, process flow diagrams, and critical parameters that define successful dog snack manufacturing.
Part 3: Core Production Processes & Flow Diagram
1. Engineering the Snack Factory
The efficiency, consistency, and hygiene of dog snack production depend on how the entire process line is engineered — from ingredient preparation to final packaging. Modern pet treat manufacturing adopts a modular, continuous production concept, which allows for easy customization between different product types (jerky, dental, biscuit, or soft treats).
In this part, we’ll map the complete process flow, explain the function of each stage, and highlight key operational parameters critical to achieving stable quality and industrial scalability.
2. General Process Flow Diagram
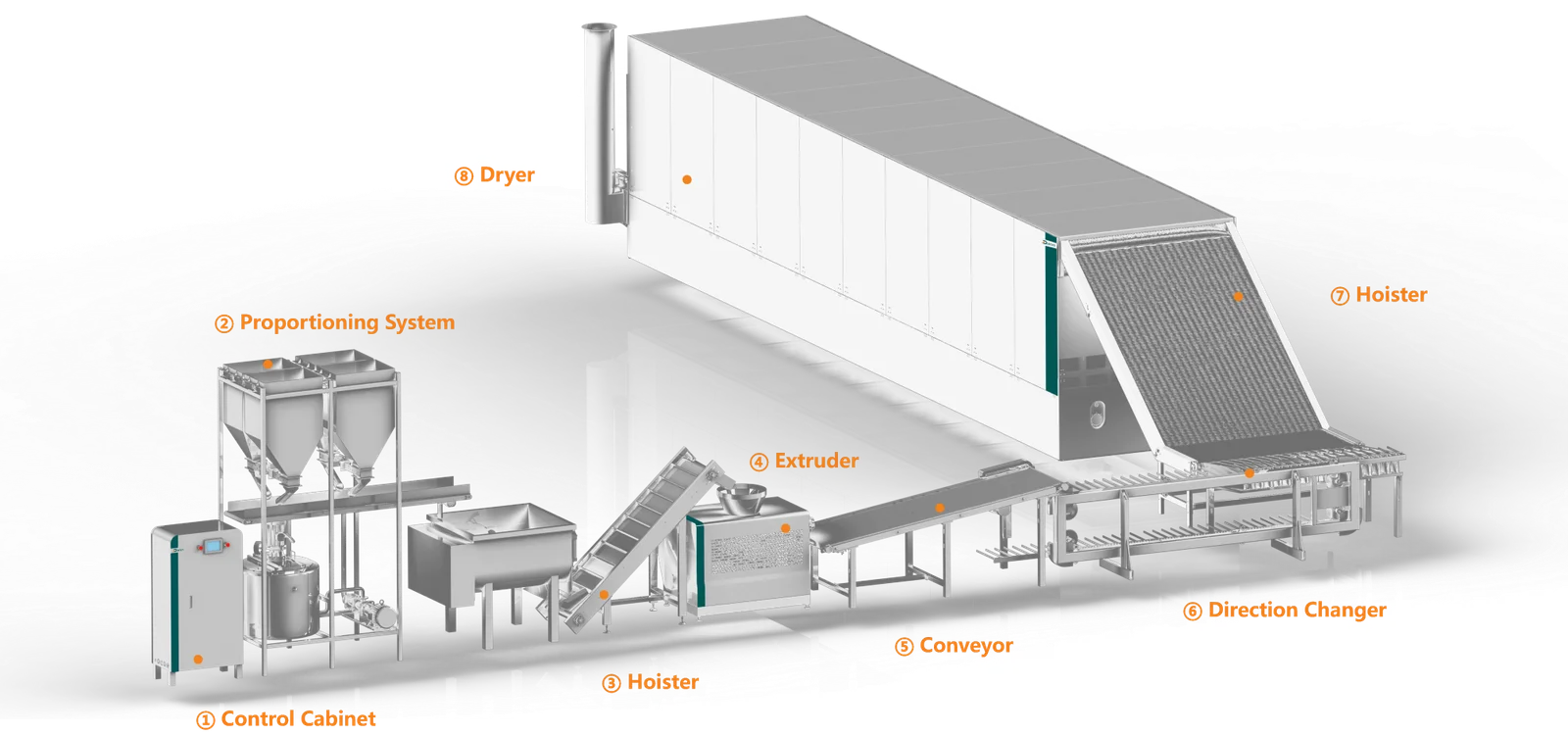
While each product type has unique requirements, a generalized dog snack production line typically follows this structure:
Raw Material Preparation
↓
Mixing & Emulsifying
↓
Forming / Extrusion
↓
Drying / Baking / Cooling
↓
Surface Coating (Oil or Flavor)
↓
Cutting / Shaping
↓
Weighing & Packaging
↓
Quality Control & StorageDepending on the product type, some steps may be rearranged or combined (e.g., jerky may be formed before drying, while dental chews are extruded and shaped simultaneously).
3. Stage 1 – Raw Material Preparation
The first step ensures all ingredients — dry powders, meats, oils, vitamins — are preprocessed to the correct size and consistency.
Typical Equipment:
- Meat grinder or crusher (3–8 mm output)
- Hammer mill or pin mill for cereals and starches
- Raw material silos with automatic feeding system
- Dust collectors for hygienic operation
Key Controls:
- Particle size uniformity: < 1 mm for extrusion lines
- Raw meat temperature: kept below 10°C to prevent microbial growth
- Magnetic separation to remove metallic impurities
Automation at this stage prevents manual handling errors and improves batch consistency.

4. Stage 2 – Mixing and Emulsifying
All ingredients are dosed into a ribbon mixer or paddle mixer according to the formulation. Liquids (water, oil, syrup) are injected through nozzles for even distribution.
For meat-based jerky treats, this stage includes emulsification — blending lean meat, fat, and water into a smooth paste.
Typical Equipment:
- Horizontal double-shaft paddle mixer
- Vacuum emulsifying tank (for jerky)
- Liquid dosing pumps with flowmeters
Operational Parameters:
- Mixing time: 5–10 min (dry); 15–20 min (wet)
- Moisture content before extrusion: 25–30%
- Emulsion temperature: ≤12°C for jerky
Uniform mixing directly affects product texture and extrusion stability.
5. Stage 3 – Extrusion or Forming
The forming process varies by snack type:
| Product Type | Forming Method | Key Machine |
|---|---|---|
| Dental Chews / Soft Treats | Twin-screw extrusion | Twin-screw extruder |
| Biscuits | Sheeting + Cutting | Rotary cutter or molder |
| Jerky Treats | Molding / Rolling | Meat forming machine |
| Rawhide Bones | Manual or automatic shaping | Rawhide forming press |
(A) Extrusion System (for Dental Chews / Soft Treats)
The twin-screw extruder is the technological heart of modern pet snack lines. It converts a mixed powder into a plasticized, cooked mass that can be shaped into various forms.
Main Components:
- Feeder: Metered ingredient entry
- Preconditioner: Steam + moisture conditioning
- Twin-screw barrel: Mixing, shearing, and cooking
- Die head: Shaping section
- Cutter: Cutting into sticks or segments
Typical Parameters:
- Barrel temperature: 100–160°C
- Screw speed: 200–400 rpm
- Moisture content (in): 25–30%
- Moisture (out): 18–22%
Output: Continuous rope-like or twisted chew strips that maintain elasticity.
(B) Sheeting and Cutting System (for Biscuits)
For baked dog biscuits, the dough is rolled into sheets and cut using a rotary molder or cutter.
- Sheeting thickness: 3–8 mm
- Dough temperature: <25°C
- Baking oven inlet temp: 180–220°C
This process ensures uniform biscuit thickness and prevents cracking.
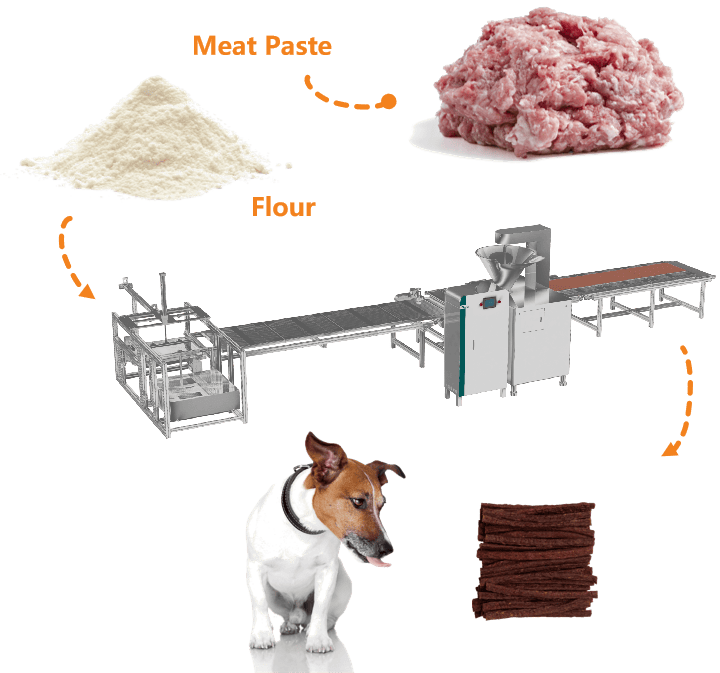
(C) Molding for Jerky Treats
For meat jerky, the paste is fed into molding trays or roller molds to form flat sheets or specific shapes. Controlled compression ensures uniform fiber structure and density.
6. Stage 4 – Drying or Baking
Drying removes excess moisture, giving the snack its desired texture and shelf stability.
| Product | Drying/Baking Method | Temperature | Duration |
|---|---|---|---|
| Jerky Treats | Hot air drying | 60–80°C | 3–6 hours |
| Dental Chews | Multi-layer dryer | 80–120°C | 1–2 hours |
| Biscuits | Tunnel baking | 180–220°C | 10–20 min |
| Soft Treats | Low-temp dryer | 60–90°C | 1–3 hours |
| Rawhide Bones | Room + hot air drying | 30–70°C | 12–48 hours |
Dryer Options:
- Multi-layer Belt Dryer: For continuous lines
- Tunnel Oven: For biscuits
- Batch Tray Dryer: For flexible production
- Microwave Dryer: For fast internal moisture removal
Key Quality Targets:
- Final moisture: 8–15% (depending on snack type)
- Uniform color, no surface cracking
- Low water activity (aw ≤ 0.85)
Energy-efficient dryers with air recirculation systems reduce operational cost and environmental impact.

7. Stage 5 – Surface Coating and Flavoring
After drying, snacks pass through oil sprayers or tumbling drums for surface coating. This step enhances flavor, appearance, and nutritional content.
Typical Additives:
- Palatant oils (chicken, beef, liver flavor)
- Vitamin/mineral spray
- Natural colors (caramel, beetroot)
Control Parameters:
- Oil coating: 1–3% of total weight
- Air temperature: 30–40°C
- Retention time: 30–60 seconds
Uniform coating ensures attractive shine and balanced taste. In high-end lines, nitrogen or CO₂ chambers prevent oxidation during oil application.
8. Stage 6 – Cooling and Cutting
Before packaging, snacks must be cooled to ambient temperature (≤40°C) to prevent condensation.
Equipment:
- Ambient cooling conveyors
- Airflow cooling tunnels
- Cutting systems for portion control (guillotine or rotary knives)
For extruded chews, cutting occurs directly after extrusion, followed by cooling. For baked biscuits, cooling occurs before cutting to avoid breakage.
Key Controls:
- Cooling time: 10–20 min
- Product core temp: ≤ ambient +5°C
- Surface oil solidification: fully achieved before packaging
9. Stage 7 – Weighing and Packaging
Modern factories use automatic weighing, filling, and sealing systems compatible with pillow bags, stand-up pouches, or jars.
Packaging Systems:
- Vertical Form Fill Seal (VFFS) machines
- Multi-head weighers for precise dosing
- Nitrogen flushing for freshness
- Metal detectors for safety compliance
Typical Specifications:
- Packaging weight: 50–500 g per bag
- Film materials: PET/PE or recyclable mono-PE
- Printing options: Date coding, QR traceability
Proper packaging protects against moisture, oxidation, and contamination during storage and transportation.
10. Stage 8 – Quality Control and Storage
At the end of the line, the quality control team verifies:
- Moisture content (oven test)
- Texture analysis (hardness, elasticity)
- Microbiological testing
- Visual inspection for color and shape uniformity
- Weight accuracy
Once verified, the finished products are palletized and stored in a dry, temperature-controlled warehouse (15–25°C, RH ≤ 60%).
11. Automation and Control Systems
Modern dog snack production lines integrate PLC and HMI control platforms for monitoring and recording every step.
Features include:
- Temperature and moisture sensors in real time
- Batch traceability (raw material to final package)
- Energy usage optimization
- Alarm and maintenance logs
These systems allow operators to adjust parameters easily, improving efficiency, repeatability, and product safety.
12. Process Optimization: Key Metrics
| Parameter | Optimal Range | Impact |
|---|---|---|
| Feed moisture | 25–30% | Extrusion stability |
| Extruder torque | 60–80% | Texture control |
| Dryer outlet moisture | 8–12% | Shelf life |
| Product temperature at packaging | ≤40°C | Prevents condensation |
| Energy consumption | 0.25–0.35 kWh/kg | Efficiency benchmark |
Regular calibration of sensors and preventive maintenance ensures consistent output and long equipment life.
The dog snack production process is a well-orchestrated integration of mechanical engineering, food science, and automation technology. Each stage—from mixing to packaging—must be precisely controlled to maintain consistent product quality, safety, and efficiency.
In the next section, we’ll move from the general process to specific production lines, starting with jerky and meat treat manufacturing, covering detailed process parameters, equipment selection, and texture optimization methods.
Part 4: Jerky & Meat Treat Production Line
1. The Premium Segment of Dog Snacks
Among all dog snack varieties, jerky and meat treats are the most closely associated with “real meat” nutrition and human-grade perception. They are loved for their high protein, meaty aroma, and natural chewing texture.
In the global pet snack market, jerky treats account for over 30% of total sales, particularly strong in North America, Europe, Japan, and China. The segment has evolved from traditional manual drying into highly automated industrial meat processing systems that ensure hygiene, consistency, and traceability.
2. Product Characteristics and Formulation
Jerky-style dog treats are typically made from minced or emulsified meat—chicken, beef, duck, or fish—combined with binders and flavor enhancers to achieve flexible, fibrous texture and shelf stability.
Typical Formulation Example (for 100 kg batch):
| Ingredient | Percentage (%) | Function |
|---|---|---|
| Chicken meat (minced) | 55–60 | Protein base, flavor |
| Wheat gluten / soy protein | 8–12 | Structure & elasticity |
| Modified starch / tapioca | 10–15 | Water binding, shaping |
| Glycerol or sorbitol | 5–8 | Humectant, softness |
| Vegetable oil | 3–5 | Palatability, gloss |
| Minerals & vitamins | 1–2 | Nutrition balance |
| Natural flavor / smoke extract | 0.5–1 | Aroma enhancement |
Final product moisture: 12–18%
Target protein: ≥30%
Water activity (aw): ≤0.85
The formulation must balance chewiness, elasticity, and shelf life while maintaining the visual appeal of meat fibers.
3. Process Flow of Jerky Treat Production Line
A modern jerky treat line is composed of the following main stages:
Raw Meat Preparation
↓
Grinding & Mixing
↓
Forming / Molding
↓
Drying (Hot Air or Combined)
↓
Cooling
↓
Surface Coating (Optional)
↓
Cutting & Packaging4. Step 1 – Raw Meat Preparation
Raw meats (chicken, duck, beef, or fish) are received frozen or chilled. Proper handling at this stage ensures food safety and texture consistency.
Main Operations:
- Thawing: In controlled air or water chambers (0–5°C).
- Trimming: Removing skin, fat, and bones.
- Grinding: 3–5 mm particle size for smooth texture.
Key Quality Targets:
- Maintain meat temperature ≤10°C.
- Avoid oxidation and microbial contamination.
- Ensure lean-to-fat ratio of 8:2 for optimal chewiness.
5. Step 2 – Mixing & Emulsification
The ground meat is transferred into a vacuum mixer or emulsifying tank, where plant proteins, starch, humectants, and seasonings are added.
Equipment:
- Vacuum meat mixer with paddle blades
- High-speed emulsifier (optional for paste-like jerky)
Parameters:
- Mixing time: 10–15 minutes
- Vacuum level: -0.08 to -0.09 MPa (removes air)
- Final mixture temperature: ≤12°C
Vacuum mixing improves color stability and ensures uniform protein gel formation during drying.
6. Step 3 – Forming / Molding
Jerky can be shaped into multiple forms:
- Flat sheets (for slicing)
- Strips (extruded type)
- Sticks, cubes, or 3D-shaped snacks (molded)
Forming Methods:
| Method | Description | Typical Equipment |
|---|---|---|
| Roller Molding | Meat paste passes through roller molds | Continuous jerky forming machine |
| Sheet Forming | Meat is flattened by rollers and conveyed to dryers | Laminating conveyor system |
| Extrusion Forming | Extruded through dies for rope or strip shapes | Single/twin-screw meat extruder |
Forming thickness: 3–8 mm
Forming temperature: 15–25°C
Uniform thickness ensures even drying and consistent chew texture.
7. Step 4 – Drying Process (Critical Stage)
Drying determines product texture, shelf life, and aroma profile. Jerky drying must reduce moisture gradually to prevent case hardening (surface drying too fast while core remains wet).
Hot Air Drying
Most common industrial method using multi-layer belt dryers or batch-type tray dryers.
Parameters:
- Inlet air temperature: 70–85°C
- Outlet temperature: 45–55°C
- Drying time: 3–6 hours
- Air velocity: 1.5–2.5 m/s
Combined Drying (Hot Air + Microwave)
For high-volume plants, a hybrid system speeds up internal moisture removal while maintaining tenderness.
Benefits:
- 30–50% faster drying
- Reduced energy consumption
- Better color and flavor retention
Target: Final moisture 12–15%, uniform texture, no burnt edges.
8. Step 5 – Cooling
After drying, jerky must be cooled gradually to avoid condensation inside packages.
Cooling Equipment:
- Stainless steel cooling conveyors
- Air-circulation cooling tunnels
Parameters:
- Product exit temperature: ≤ ambient +5°C
- Cooling duration: 15–30 min
Improper cooling leads to “sweating” (surface moisture return), affecting shelf life.
9. Step 6 – Surface Coating (Optional)
To enhance flavor and appearance, jerky strips can be coated with oil or natural flavoring.
Equipment:
- Rotary drum flavoring machine
- Spray coating system
Coating materials:
- Chicken oil / beef tallow (1–2%)
- Natural colorants (caramel, paprika)
- Palatants (yeast hydrolysate, liver powder)
After coating, products should pass through a brief secondary drying (50–60°C, 10–15 min) to fix the oil layer.
10. Step 7 – Cutting & Packaging
Depending on product format:
- Sheet jerky → cut into strips or squares
- Extruded sticks → cut to uniform lengths
Cutting Machines:
- Pneumatic guillotine cutter
- Rotary blade cutter (continuous lines)
Packaging Systems:
- Vertical Form Fill Seal (VFFS) machine
- Multi-head weigher for accurate dosing
- Nitrogen flushing for oxygen-free sealing
- Date printer and metal detector
Packaging Materials: PET/PE laminated film or recyclable mono-PE; typical bag size 50–300 g.
11. Hygiene and Quality Control
Since jerky is a high-protein, low-moisture product, microbial control is critical.
Key Hygiene Practices:
- Equipment 304/316L stainless steel construction
- Daily CIP (Clean-in-Place) sanitation
- Segregated “raw” and “cooked” zones
- Regular swab testing for Salmonella, E. coli, and mold
Quality Control Metrics:
| Parameter | Target | Method |
|---|---|---|
| Moisture | 12–15% | Oven test |
| aw (Water Activity) | ≤0.85 | Hygrometer |
| Protein | ≥30% | Kjeldahl/Dumas |
| Hardness | 20–50 N | Texture analyzer |
| Color uniformity | Consistent | Visual/optical test |
12. Equipment Configuration Example (Jerky Line 500–800 kg/h)
| Section | Equipment | Function |
|---|---|---|
| Meat preparation | Grinder, mixer, emulsifier | Create uniform meat paste |
| Forming | Roller molding machine | Form sheets or strips |
| Drying | Multi-layer belt dryer (6 layers) | Continuous dehydration |
| Cooling | Cooling conveyor | Stabilize moisture |
| Coating | Rotary drum flavorer | Apply oil and palatant |
| Cutting | Pneumatic cutter | Portioning |
| Packaging | VFFS + nitrogen | Sealed bag packaging |
Power: ~120 kW
Space required: ~20–25 m length
Operators: 3–4 persons per shift
13. Common Defects and Troubleshooting
| Problem | Possible Cause | Corrective Action |
|---|---|---|
| Uneven drying | Non-uniform thickness / air distribution | Adjust roller or airflow |
| Case hardening | Drying temp too high initially | Lower initial stage temperature |
| Cracking | Excess starch or over-drying | Reduce binder or shorten drying |
| Stickiness | Insufficient drying or high humidity | Increase final drying time |
| Dull surface | Lack of oil coating | Apply thin flavoring layer |
Routine calibration and cleaning help maintain performance and product uniformity.
14. Innovation Trends in Jerky Treat Manufacturing
- Plant-based jerky using pea or insect protein for eco-conscious markets.
- Human-grade jerky treats processed under food-grade conditions.
- Smart drying systems with IoT humidity sensors for energy optimization.
- Hybrid flavor profiles — combining chicken with fruits or vegetables.
- Customized 3D-shaped molds to enhance brand recognition.
These trends drive demand for flexible and modular jerky lines capable of switching recipes and shapes quickly.
The jerky and meat treat production line exemplifies the harmony between traditional meat craftsmanship and advanced automation.
By mastering formulation precision, moisture control, and drying balance, manufacturers can produce premium-quality jerky treats that meet global standards for texture, flavor, and safety.
Next, we’ll move to another fast-growing category — Dental Chew Production Lines, where extrusion technology plays the starring role.

Part 5: Dental Chew Production Line
1. The Fusion of Nutrition and Functionality
Dental chews represent the most technologically sophisticated and functionally valuable segment in the dog snack market. Unlike jerky or biscuits, dental chews serve dual purposes — oral hygiene and chewing satisfaction — combining mechanical cleaning with nutritional benefits.
These treats are typically extruded from a blend of starches and proteins, creating a chewy, flexible texture that helps clean teeth, reduce tartar, and freshen breath. The global dental chew market is expected to exceed USD 6 billion by 2026, driven by humanization, veterinary endorsement, and innovation in plant-based formulations.

2. Product Characteristics
Dental chews are highly engineered, low-moisture snacks designed for controlled elasticity and durability. They may feature twisted, bone-shaped, or star-section profiles, often with multiple colors or fillings.
| Property | Typical Range | Functional Purpose |
|---|---|---|
| Moisture | 10–18% | Flexibility, shelf life |
| Protein | 15–35% | Structure, chew resistance |
| Fat | 3–6% | Palatability |
| Density | 1.1–1.3 g/cm³ | Bite resistance |
| Hardness | 20–60 N | Dental cleaning efficiency |
3. Core Raw Materials
A successful dental chew formula balances chew texture, extrusion performance, and digestibility.
| Ingredient | Function | Typical Usage (%) |
|---|---|---|
| Starch (wheat, corn, tapioca, potato) | Base material; provides expansion control | 30–45 |
| Gelatinized rice / wheat flour | Binder, chew texture | 10–20 |
| Soy / pea protein isolate | Structural strength | 10–15 |
| Collagen / gelatin | Elasticity, dental cleaning | 3–8 |
| Glycerin / sorbitol | Moisture retention | 5–8 |
| Animal / vegetable oil | Lubrication and flavor | 2–5 |
| Colorants / palatants | Visual & taste appeal | 0.5–2 |
| Functional additives | Calcium, chlorophyll, enzymes | 1–2 |
Target moisture before extrusion: 25–30%
Feed temperature: ≤30°C
Dental chews can be single-color, dual-color, or core-filled (two-component extrusion).
4. Process Flow Diagram
A standard dental chew line follows the sequence below:
Raw Material Mixing
↓
Preconditioning
↓
Twin-Screw Extrusion
↓
Forming & Shaping (Die Molds)
↓
Cutting
↓
Drying
↓
Cooling
↓
Surface Coating / Packaging5. Step 1 – Mixing and Preconditioning
Dry and liquid ingredients are metered into a ribbon or paddle mixer, then conditioned with steam and water to form a uniform, plasticizable dough.
Equipment:
- Horizontal ribbon mixer (with liquid spray system)
- Preconditioner (steam + moisture injection chamber)
Typical Parameters:
- Moisture after conditioning: 28–32%
- Steam pressure: 0.3–0.5 MPa
- Residence time: 1–2 minutes
Proper preconditioning reduces mechanical stress on the extruder and improves cooking uniformity.
6. Step 2 – Twin-Screw Extrusion (Core Process)
The twin-screw extruder is the heart of the dental chew production line. It applies mechanical shear and thermal energy to gelatinize starches, denature proteins, and produce a cohesive, moldable mass.
Key Components:
- Feeding system — gravimetric feeder
- Twin-screw barrel — segmented zones (feeding, mixing, cooking, venting, shaping)
- Die head — shaping the cross-section
- Cutter — variable-length cutting system
Typical Operating Parameters:
| Zone | Temperature (°C) | Function |
|---|---|---|
| Feeding | 30–60 | Moisture absorption |
| Mixing | 80–100 | Protein denaturation |
| Cooking | 110–150 | Starch gelatinization |
| Shaping | 90–110 | Stabilization |
Screw speed: 200–400 rpm
Extruder torque: 60–80% rated capacity
Die pressure: 3–8 MPa
Output Moisture: 20–24%
Depending on die design, the extrudate can be twisted, co-extruded (dual-color), or hollow for filling.
7. Step 3 – Shaping & Cutting
The hot extrudate exits the die and is cut to the desired length immediately using a pneumatic or rotary cutter.
Shapes are defined by interchangeable die molds:
| Shape Type | Example | Die Configuration |
|---|---|---|
| Flat / Stick | Simple rectangular chew | Single die |
| Bone Shape | Classic dog bone | Molded die cavity |
| Twisted Rope | Dual-color spiral | Two-channel die |
| Star / Gear | Dental ridges | Multi-lobe die |
| Co-extruded Core-Filled | Dental stick with soft center | Dual extruder system |
Length range: 50–150 mm
Product surface temperature: 80–100°C
Uniform cutting ensures consistent weight and drying behavior.
8. Step 4 – Drying
Fresh extruded chews have high moisture (~22%) and must be dried gently to reach 10–15%, preventing cracking or deformation.
Drying Options:
- Multi-layer belt dryer (continuous type)
- Batch hot-air oven (for small production)
Recommended Parameters:
- Inlet air temp: 85–100°C
- Outlet air temp: 50–60°C
- Air velocity: 2–3 m/s
- Drying time: 1.5–3 hours
Key Targets:
- Uniform color and texture
- No bubble formation
- Final water activity ≤ 0.85
Tip: Multi-zone drying (high → medium → low temperature) ensures even moisture gradient and flexibility retention.
9. Step 5 – Cooling
Cooling stabilizes the product and ensures packaging safety.
Cooling System:
- Stainless-steel conveyor with ambient or chilled air circulation
- Cooling time: 10–20 min
- Final temperature: ≤ ambient +5°C
Improper cooling can cause condensation and microbial risk inside sealed bags.
10. Step 6 – Surface Coating (Optional)
High-end dental chews may receive a thin oil or flavor coating to enhance palatability.
Coating Materials:
- Chicken oil / beef tallow
- Chlorophyll or mint extract (for breath freshness)
- Vitamin or calcium powder
Application:
- Rotary drum or fluid-bed coater
- Coating quantity: 1–2% of product weight
- Final fixing: low-temp drying at 50–60°C for 10 min
11. Step 7 – Packaging
After quality inspection, dental chews are weighed and packed automatically.
Packaging Systems:
- VFFS (Vertical Form Fill Seal) or horizontal flow-wrap machine
- Nitrogen flushing for oxidation prevention
- Multi-head weigher for 10–500 g bags
Material: PET/PE or recyclable mono-PE
Features: Zip-lock reseal, printed branding, QR code traceability
Storage conditions: 15–25°C, RH ≤ 60%, shelf life 12–18 months.
12. Equipment Configuration Example (300–500 kg/h Line)
| Section | Main Equipment | Function |
|---|---|---|
| Mixing | Ribbon mixer | Uniform blending |
| Preconditioning | Steam preconditioner | Moisture and heat treatment |
| Extrusion | Twin-screw extruder | Forming & cooking |
| Cutting | Rotary cutter | Length control |
| Drying | Multi-layer dryer | Moisture reduction |
| Cooling | Conveyor tunnel | Temperature stabilization |
| Packaging | VFFS + nitrogen | Sealed bag packaging |
Power: ~100–120 kW
Factory footprint: 25 × 3 m
Labor required: 3–4 operators
All contact surfaces are SUS304 stainless steel, meeting CE / ISO / FDA standards.
13. Troubleshooting Guide
| Defect | Possible Cause | Solution |
|---|---|---|
| Bubbles or hollow cores | Over-gelatinization or high feed moisture | Reduce barrel temperature or moisture |
| Cracking after drying | Too fast drying / low glycerol | Lower drying temperature; add humectant |
| Surface dullness | Incomplete gelatinization | Increase cooking zone temperature |
| Sticky texture | Under-drying or excessive oil | Extend final drying; reduce coating |
| Hard, brittle chew | Over-drying or low protein | Adjust moisture or protein ratio |
Routine maintenance of extruder screws, die cleaning, and sensor calibration ensures consistent results.
14. Innovation Trends in Dental Chews
- Dual-color or co-extruded sticks (visual appeal + dual flavor).
- Functional chews with probiotics, enzymes, or omega-3.
- Grain-free, vegan formulations for sensitive pets.
- 3D die printing for rapid prototype shape development.
- IoT-connected extruders with predictive maintenance and AI recipe control.
Future factories integrate energy-efficient dryers, servo-driven cutters, and cloud-based process monitoring for higher efficiency and transparency.
Dental chew production combines advanced extrusion technology, material science, and pet nutrition into a single streamlined process.
Manufacturers who master temperature control, moisture balance, and die shaping can create chews that satisfy both veterinary functionality and pet owner expectations.
In the next section, we’ll explore Dog Biscuit Production Lines — a classic yet continuously evolving segment that relies on baking technology, dough rheology, and automation for high-volume output.
Part 6: Dog Biscuit Production Line
1. Classic Treats Reinvented
Dog biscuits are the origin of modern dog snacks — first industrially produced in the late 19th century as a way to preserve leftover cereal and meat byproducts.
Today, they remain a core product category, evolving from simple baked bones into nutritionally balanced, visually appealing, and highly automated products that appeal to pet owners’ sense of quality and care.
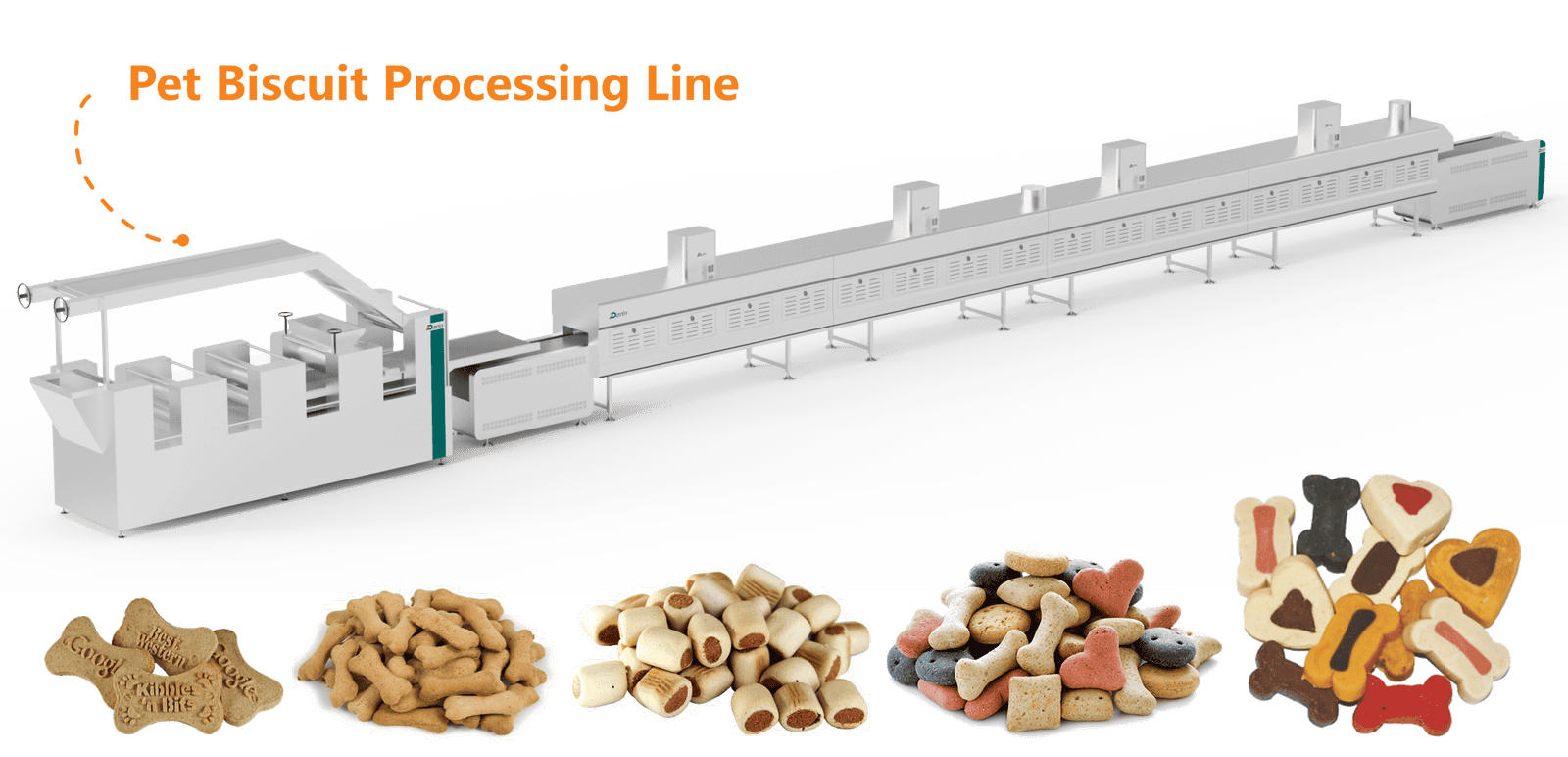
Dog biscuits now come in forms such as:
- Traditional baked bones
- Filled biscuits with soft centers
- Mini crunchy treats for training
- Functional biscuits fortified with vitamins, glucosamine, or probiotics
Modern biscuit lines integrate continuous mixing, sheeting, baking, cooling, and packaging — capable of producing up to 1–2 tons per hour with high precision and consistency.
2. Biscuit Characteristics and Nutritional Profile
Dog biscuits are low-moisture, baked snacks with crunchy texture and long shelf life.
| Parameter | Typical Range | Description |
|---|---|---|
| Moisture | 5–8% | Ensures crispness and stability |
| Protein | 10–20% | Derived from flour and meat powder |
| Fat | 5–10% | Palatability and flavor |
| Fiber | 2–5% | Digestive health |
| Hardness | 25–50 N | Ideal for dental crunch |
| Shelf life | 12–24 months | Due to low water activity |
They are generally grain-based, but gluten-free or grain-free variants are increasingly popular.
3. Typical Dog Biscuit Formulation
| Ingredient | Function | Percentage (%) |
|---|---|---|
| Wheat flour / rice flour | Main structural base | 50–60 |
| Meat meal / fish meal | Protein source | 5–10 |
| Vegetable oil / tallow | Flavor and energy | 5–8 |
| Sugar / molasses | Browning and flavor | 2–4 |
| Salt, calcium carbonate | Flavor and minerals | 0.5–1.0 |
| Leavening agent (baking soda, ammonium carbonate) | Crisp texture | 0.5–1.0 |
| Vitamins & minerals | Nutrition | 0.5 |
| Water | Dough consistency | 15–20 |
Optional:
- Milk powder or egg powder for richer flavor
- Carob powder (safe chocolate alternative)
- Natural colors / shapes for visual appeal
Final dough consistency must be firm yet pliable, suitable for rotary forming.
4. Process Flow Overview
Ingredient Preparation
↓
Mixing & Dough Formation
↓
Sheeting & Forming
↓
Baking
↓
Cooling
↓
Oil Spraying (Optional)
↓
PackagingThis linear process ensures uniform product quality and is fully compatible with continuous automation systems.
5. Step 1 – Mixing and Dough Preparation
Dry and liquid ingredients are combined to form a cohesive dough.
Equipment:
- Double-arm sigma mixer or planetary mixer
- Automatic flour feeder
- Water/oil dosing pump
Key Parameters:
- Mixing time: 10–15 min
- Dough temperature: 20–25°C
- Moisture: 25–30%
Tip: Avoid overmixing, which develops gluten excessively and causes shrinkage after baking.
For high-volume lines, continuous dough mixers feed directly to the sheeting system, improving efficiency and reducing downtime.
6. Step 2 – Sheeting and Forming
The dough passes through a series of reduction rollers to achieve target thickness (usually 3–8 mm), then cut into desired shapes using rotary molders or cutters.
| Machine | Function | Specification |
|---|---|---|
| Rotary cutter | Cuts biscuits into shapes | Interchangeable molds |
| Rotary molder | Presses embossed patterns | Ideal for thicker dough |
| Conveyor transfer | Moves dough sheets | Food-grade PU belts |
Process Control:
- Sheet thickness tolerance: ±0.1 mm
- Mold temperature: <30°C (to prevent sticking)
- Optional flour dusting for release
Common shapes include bones, hearts, paws, circles, and custom brand logos.
7. Step 3 – Baking (Core Stage)
Baking is the most critical operation, converting the raw dough into crisp, aromatic treats through moisture evaporation and Maillard browning.
Baking Systems:
- Gas-fired tunnel oven (most common)
- Electric or thermal-oil tunnel oven
- Hybrid multi-zone oven (for complex control)
Typical Oven Parameters:
| Zone | Temperature (°C) | Function |
|---|---|---|
| Zone 1 (Entrance) | 160–180 | Expansion, leavening |
| Zone 2 (Middle) | 200–220 | Browning and structure setting |
| Zone 3 (Exit) | 170–180 | Final drying |
Baking time: 10–20 minutes
Target outlet moisture: 5–8%
Airflow direction and belt speed control are essential for uniform coloration. Modern ovens use PLC + PID systems for zone-by-zone temperature regulation.
8. Step 4 – Cooling
After baking, biscuits exit the oven at ~100°C and must be cooled gradually to ambient temperature.
Equipment:
- Multi-layer cooling conveyor
- Air-circulation cooling tunnel
Control Points:
- Cooling time: 10–15 min
- Target temperature: ≤ ambient +5°C
- Relative humidity: ≤60%
Rapid cooling prevents “checking” (small surface cracks) and condensation inside packaging.
9. Step 5 – Oil Spraying (Optional)
A thin layer of oil or flavor can be applied to enhance aroma and surface gloss.
Equipment:
- Rotary drum sprayer or misting system
- Oil dosage: 0.5–1.5% of product weight
- Oil temperature: 40–50°C
Coating Options:
- Chicken oil, beef tallow, or vegetable oil
- Natural colors (caramel, turmeric)
- Powder coatings (milk or cheese powder)
After coating, biscuits should rest for a few minutes to allow oil absorption before packaging.
10. Step 6 – Packaging
Automatic packaging systems handle weighing, filling, and sealing with high precision.
Common Formats:
- Pillow bags (10–200 g)
- Stand-up pouches (100–500 g)
- Bulk packs (1–10 kg for B2B)
Packaging Machines:
- Vertical Form Fill Seal (VFFS)
- Horizontal flow wrap machine
- Multi-head weigher for dosing
Options:
- Nitrogen flushing for freshness
- Zip-lock or resealable pouches
- QR codes for traceability
Storage Conditions:
15–25°C, RH ≤ 60%, shelf life up to 18–24 months.
11. Equipment Configuration Example (500–1,000 kg/h Line)
| Section | Equipment | Function |
|---|---|---|
| Mixing | Sigma mixer / continuous mixer | Dough formation |
| Sheeting | 3–5 roller stations | Thickness reduction |
| Forming | Rotary cutter / molder | Shape forming |
| Baking | 30–60 m tunnel oven | Moisture removal |
| Cooling | Multi-layer belt cooler | Temperature stabilization |
| Spraying | Rotary drum sprayer | Oil coating |
| Packaging | VFFS + nitrogen | Final sealing |
Power: 100–150 kW
Factory length: 30–40 m
Operators: 3–5 persons
Fully automated systems can include automatic scrap recycling, inline metal detection, and vision inspection for quality assurance.
12. Quality Control & Testing
| Parameter | Method | Target |
|---|---|---|
| Moisture | Oven test | 5–8% |
| Hardness | Texture analyzer | 25–50 N |
| Color uniformity | Visual / optical sensor | Even |
| Microbial safety | Total plate count | ≤ 1×10⁴ cfu/g |
| Shape integrity | Drop test | <2% broken |
Regular calibration of ovens and temperature sensors is critical to consistent performance.
13. Common Defects and Remedies
| Problem | Cause | Solution |
|---|---|---|
| Pale color | Low baking temperature | Increase mid-zone temperature |
| Burnt edges | Oven imbalance | Adjust air distribution |
| Cracks | Over-baking / low humidity | Lower temperature or add humectant |
| Sticky surface | Excess sugar or oil | Reduce syrup level |
| Uneven thickness | Roller misalignment | Adjust roller gap |
Proper preventive maintenance keeps the line stable and energy-efficient.
14. Innovation Trends in Dog Biscuits
- Functional biscuits with added probiotics, collagen, or herbal extracts.
- Grain-free recipes using chickpea, sweet potato, or tapioca flour.
- 3D-printed molds for custom shapes and branding.
- Sustainable packaging (biodegradable or recyclable films).
- Energy recovery systems from oven exhaust for green manufacturing.
These innovations enhance market competitiveness while aligning with sustainability goals.
The dog biscuit production line combines traditional baking craftsmanship with modern automation and quality control.
It remains one of the most cost-efficient and versatile snack lines, ideal for both entry-level and large-scale pet food factories.
In the next section, we’ll examine two specialized but fast-growing categories — Soft/Moist Treats and Rawhide Bone Production Lines — highlighting their unique formulations, drying systems, and processing challenges.
Part 7: Soft/Moist Treats & Rawhide Bone Production Lines
1.Expanding Beyond the Classics
While jerky, dental chews, and biscuits dominate traditional snack markets, soft/moist treats and rawhide bones are increasingly popular for their unique textures and functional purposes.
- Soft treats cater to small dogs, senior pets, and training uses — offering tenderness, aroma, and easy digestibility.
- Rawhide bones, on the other hand, are long-lasting chewing snacks designed to occupy dogs while cleaning their teeth.
These two product categories highlight diversity in processing: one relies on moisture retention and humectants, while the other demands rigid drying and mechanical shaping.
Section A: Soft / Moist Dog Treats Production Line
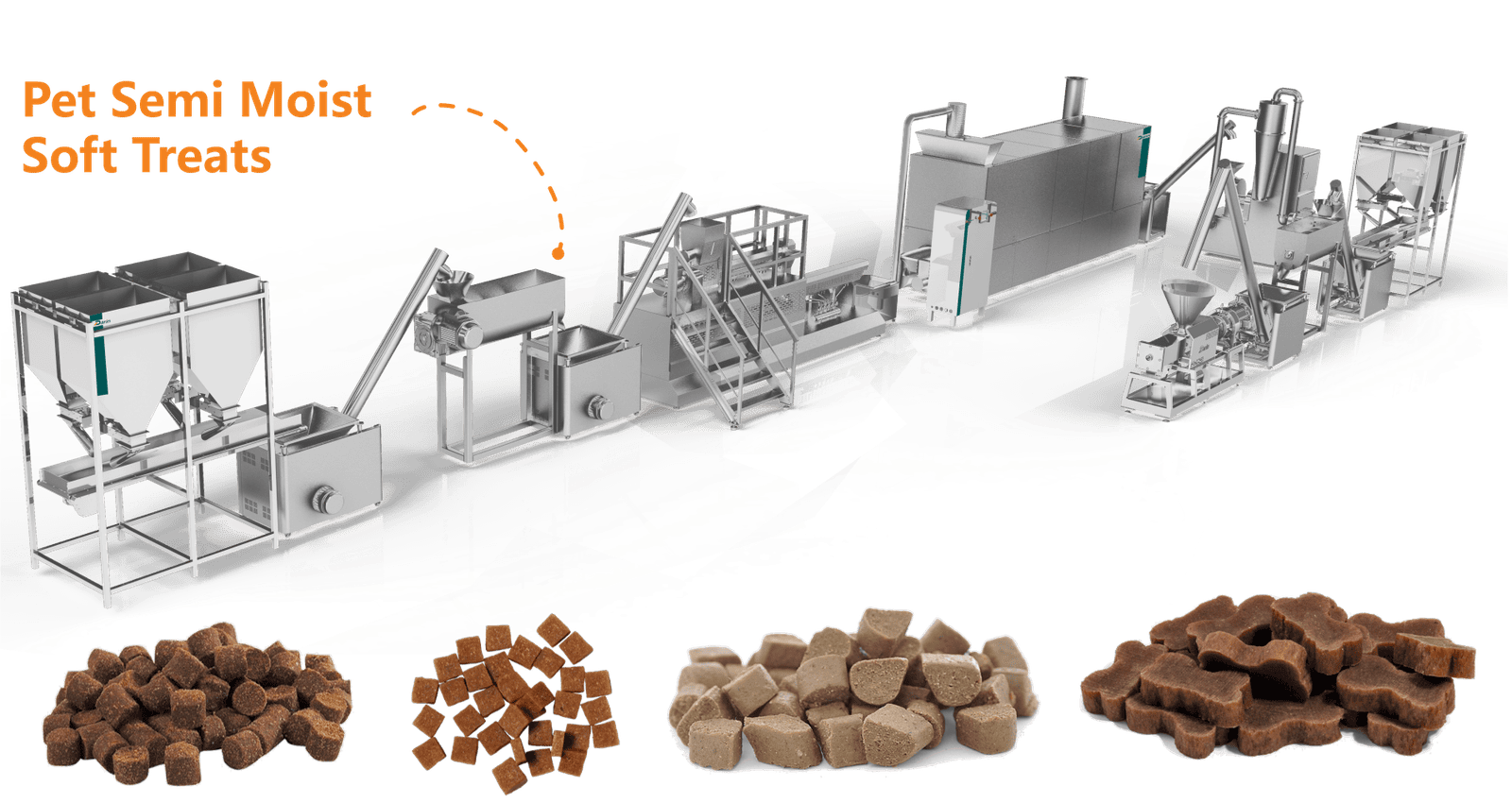
2. Product Characteristics
Soft or semi-moist dog treats contain higher water activity than baked or extruded snacks, yet remain shelf-stable due to humectants like glycerin or sorbitol. They provide chewy, flexible texture and high palatability.
| Parameter | Typical Range | Functional Role |
|---|---|---|
| Moisture | 20–30% | Softness and chewability |
| Water Activity (aw) | ≤0.85 | Microbial stability |
| Protein | 20–35% | Nutritional value |
| Fat | 5–8% | Palatability |
| Shelf Life | 6–12 months | Controlled by humectants |
Soft treats bridge the gap between jerky (low moisture) and canned pet food (high moisture).
3. Formulation Principles
| Ingredient | Function | Percentage (%) |
|---|---|---|
| Meat paste or fish | Protein matrix | 40–50 |
| Wheat gluten / soy protein | Elasticity | 8–12 |
| Starch (potato, tapioca) | Binder, structure | 10–15 |
| Glycerin / sorbitol | Moisture control | 5–10 |
| Oil / fat | Flavor and energy | 3–5 |
| Preservatives (sorbate, benzoate) | Shelf life extension | 0.3–0.5 |
| Flavorings / smoke extract | Aroma enhancement | 0.5–1.0 |
The key is to retain softness while preventing microbial spoilage, which requires precise control of water activity and humectant ratios.
4. Soft Treat Production Flow
Raw Material Preparation
↓
Mixing & Emulsification
↓
Extrusion / Forming
↓
Steam Cooking or Low-Temp Baking
↓
Cooling
↓
Oil / Flavor Coating
↓
Packaging5. Step 1 – Mixing & Emulsification
Raw meat or plant proteins are mixed with starches, glycerin, and seasonings to form a homogeneous dough.
Equipment:
- Vacuum meat mixer
- Emulsifier or colloid mill
Key Controls:
- Mixing time: 10–15 min
- Vacuum: -0.08 MPa (to remove air)
- Temperature: ≤12°C
Homogeneity ensures even cooking and uniform texture.
6. Step 2 – Extrusion or Forming
The mixed mass is formed into desired shapes (sticks, cubes, or ribbons) using:
| Method | Equipment | Notes |
|---|---|---|
| Single-screw extruder | Simple shapes, low-cost | 20–30% moisture feed |
| Hydraulic forming machine | For irregular or filled shapes | Maintains texture |
| Co-extrusion system | For filled treats (e.g., chicken outside, cheese inside) | Two-component extrusion |
Forming temperature: 30–50°C
Die temperature: 60–80°C
7. Step 3 – Cooking / Baking
Soft treats are cooked at lower temperatures than biscuits or jerky to retain tenderness.
Cooking Options:
- Steam chamber – gentle cooking, preserves juiciness
- Low-temperature baking – 100–130°C, 15–30 min
Objectives:
- Achieve internal coagulation of proteins
- Partial dehydration (final moisture 20–30%)
- Maintain bright color and aroma
Tip: Avoid overcooking, which makes treats hard or brittle.
8. Step 4 – Cooling and Coating
After cooking, the product is cooled to prevent condensation and surface stickiness.
Then, a thin coating of oil or palatant is applied.
Coating Additives:
- Chicken oil / liver oil (for aroma)
- Glycerin / malt syrup (surface gloss)
- Natural smoke flavor
Cooling: 15–20 minutes to ≤ ambient +5°C.
9. Step 5 – Packaging
Soft treats are highly moisture-sensitive; packaging must provide oxygen and moisture barriers.
Packaging Systems:
- Nitrogen-flushed pillow bags
- Resealable pouches
- Small sachets for portion control
Film Types: PET/AL/PE or high-barrier mono films.
Storage: 15–25°C, RH ≤ 55%, away from sunlight.
Optional: pasteurization-in-pack for extended shelf life.
10. Quality Control (Soft Treats)
| Parameter | Target | Method |
|---|---|---|
| Moisture | 20–30% | Oven drying |
| aw (water activity) | ≤0.85 | Hygrometer |
| Protein | ≥25% | Kjeldahl |
| Microbial load | <10⁴ cfu/g | Microbiological assay |
| Hardness | 5–15 N | Texture analyzer |
Maintaining precise aw ensures both softness and safety.
Section B: Rawhide Bone Production Line

11. Product Overview
Rawhide bones are long-lasting chewing snacks made from defatted cattle or pig hides. They are non-nutritive but satisfy dogs’ natural chewing instincts, aiding dental hygiene and stress relief.
The process is mechanical rather than cooking-based — involving soaking, cleaning, shaping, drying, and pressing.
| Attribute | Value |
|---|---|
| Moisture | 8–12% |
| Hardness | Very high |
| Shelf life | 18–24 months |
| Chew duration | 30–90 minutes |
12. Rawhide Bone Production Flow
Rawhide Sourcing
↓
Soaking & Cleaning
↓
Splitting & Trimming
↓
Shaping (Rolling / Knotting)
↓
Drying
↓
Pressing & Polishing
↓
Coating (Optional)
↓
Packaging13. Step 1 – Rawhide Preparation
Rawhide (usually cowhide) is sourced from tanneries or slaughterhouses, pretreated for food-grade use.
Processes:
- Soaking in lime solution (1–3%) to loosen hair
- Dehairing and neutralization in weak acid bath (1–2%)
- Rinsing thoroughly in potable water
Key Requirements:
- pH neutrality (6.5–7.0)
- Removal of fats and residues
- Uniform thickness (2–4 mm)
14. Step 2 – Splitting, Cutting & Shaping
Clean hides are cut into strips and shaped into various formats:
- Knotted bones (classic)
- Pressed sheets
- Twisted sticks
Equipment:
- Cutting machine
- Hydraulic press / bone former
- Rolling and knotting machine
Manual adjustment ensures tight knots and consistent shape.
15. Step 3 – Drying
Drying stabilizes the product and prevents mold.
Methods:
- Natural drying: 2–3 days at 25–35°C
- Hot-air drying: 40–70°C for 12–36 hours
Control:
- Maintain even airflow
- Avoid excessive temperature (causes brittleness)
- Final moisture: 8–12%
Multi-layer belt dryers are often used for industrial-scale lines.
16. Step 4 – Pressing and Polishing
After drying, bones can be hot-pressed into precise shapes, enhancing density and appearance.
Parameters:
- Press temp: 80–100°C
- Pressure: 1–3 tons
- Time: 20–60 seconds
Optional surface polishing gives smooth finish and better appearance.
17. Step 5 – Coating (Optional)
Flavor and color are added through light coating or dipping.
Options:
- Chicken / beef flavor dips
- Caramel or natural colorant spray
- Smoke essence coating
Final drying: 50–60°C for 1–2 hours.
18. Step 6 – Packaging
Because rawhide bones are low in moisture, standard pillow bags or bulk boxes suffice.
Packaging should protect against humidity and contamination.
Specifications:
- Small bones: 50–200 g per bag
- Large chews: 0.5–2 kg bulk bags
- Vacuum packaging for premium lines
Storage conditions: 15–25°C, RH ≤ 60%.
19. Equipment Configuration Example (Rawhide Line 200–400 kg/day)
| Section | Equipment | Function |
|---|---|---|
| Soaking | Soaking tanks | Hydration & cleaning |
| Splitting | Hide splitting machine | Uniform thickness |
| Shaping | Hydraulic press | Bone forming |
| Drying | Multi-layer dryer | Dehydration |
| Coating | Flavor sprayer | Optional coating |
| Packaging | VFFS / manual pack | Bag sealing |
Power: 30–50 kW
Labor: 4–6 workers
20. Innovation Trends
- Collagen-based rawhide substitutes (digestible alternatives).
- Dual-layer chews combining rawhide + meat coating.
- Low-temperature enzymatic tanning for eco-friendly processing.
- Custom 3D pressing dies for brand differentiation.
- Smart humidity-controlled dryers to prevent mold.
These advancements enhance safety, sustainability, and aesthetic appeal.
Soft treats and rawhide bones demonstrate the breadth of pet snack manufacturing technology — from moisture-controlled soft lines to mechanically intensive bone lines.
Both require distinct expertise: precise humidity control for soft treats, and careful drying mechanics for rawhide stability.
Together, they complete the spectrum of dog snack categories, giving manufacturers a full portfolio to serve every market segment — from training rewards to long-lasting chews.
Part 8: Equipment Layout, Automation, Quality Control & Future Trends
1. From Machinery to Manufacturing System
The success of a dog snack production facility depends not only on product recipes or equipment specifications, but on integrated system design — how machines, utilities, automation, and hygiene zones interact.
Modern factories are designed as continuous, traceable, and digitally connected ecosystems that minimize human contact, maximize yield, and comply with global food safety standards (FDA, FSSC 22000, ISO 9001, CE, etc.).
This final part outlines how to plan, control, and evolve a professional dog snack plant from mechanical assembly to Industry 4.0 automation.
2. Factory Layout Planning
A well-designed layout optimizes material flow, hygiene separation, energy use, and operator safety.
2.1 Typical Layout Zones
Raw Material Receiving → Storage (Dry / Cold)
↓
Preparation & Mixing Zone
↓
Forming / Extrusion Zone
↓
Thermal Processing (Baking / Drying / Cooling)
↓
Coating & Packaging
↓
Finished Goods WarehouseEach zone should have controlled air pressure differentials (positive for cooked zones, negative for raw) to prevent cross-contamination.
2.2 Material Flow Principles
- Raw materials move forward only, never cross back.
- Waste and by-products exit through separate routes.
- Personnel movement restricted by hygiene gates (boot wash, hand sanitizer).
- Utilities (steam, compressed air, electrical) routed overhead for maintenance access.
2.3 Space Allocation (for 500–800 kg/h Line)
| Area | Recommended Size | Notes |
|---|---|---|
| Raw material & mixing | 150 m² | Dry + wet ingredient zones |
| Extrusion / forming | 100 m² | Controlled temperature |
| Drying & baking | 200 m² | Long continuous lines |
| Cooling & packaging | 120 m² | Low humidity |
| QC laboratory | 30 m² | Sampling & testing |
| Warehouse | 300 m² | FIFO (first-in, first-out) system |
Proper zoning reduces contamination risks and improves production efficiency by up to 20%.
3. Utility & Infrastructure Requirements
| Utility | Typical Demand (500 kg/h Line) | Notes |
|---|---|---|
| Electric power | 120–150 kW | Drives, heaters, conveyors |
| Steam | 400–600 kg/h | Cooking, preconditioning |
| Compressed air | 0.6–0.8 MPa | Valves, cutters, packaging |
| Water | 1.5–2 m³/h | Mixing, cleaning |
| Ventilation / exhaust | 10–15 air changes/hr | Dryer & oven exhaust |
| Chilled water | Optional | Cooling tunnels |
Utility lines should include flow meters and safety interlocks for energy optimization.
4. Automation and Control Systems
Automation defines modern competitiveness. It ensures precision, repeatability, traceability, and real-time quality assurance.
4.1 PLC–HMI Control Platform
Each production line is integrated with a PLC (Programmable Logic Controller) and HMI (Human-Machine Interface).
Functions:
- Real-time monitoring of temperature, moisture, torque, speed
- Auto-start/stop sequencing
- Recipe storage and recall
- Alarm logs and maintenance reminders
4.2 SCADA / MES Integration
For larger factories, SCADA (Supervisory Control and Data Acquisition) or MES (Manufacturing Execution System) links multiple lines and records every batch parameter (feed rate, drying curve, product lot).
This enables:
- Full product traceability
- Energy usage analysis
- Predictive maintenance scheduling
4.3 Smart Sensors & IoT
- Temperature and humidity sensors inside dryers
- Load cells for real-time material consumption
- Vision systems for color and shape inspection
- Cloud connectivity for remote diagnostics
Automation reduces human error, improves hygiene, and provides data for continuous improvement.
5. Quality Control Framework
Quality assurance (QA) begins with ingredient inspection and continues until the final bag leaves the factory.
5.1 Incoming Material Control
- Meat / starch testing: moisture, protein, microbial load
- Packaging film inspection: thickness, sealing strength
- Supplier audit system for certification compliance
5.2 In-Process Quality Control
| Stage | Parameter | Testing Method | Frequency |
|---|---|---|---|
| Mixing | Homogeneity | Visual / sample test | Every batch |
| Extrusion | Moisture, torque | Inline sensors | Continuous |
| Drying | Outlet moisture | Infrared sensor | Hourly |
| Packaging | Seal integrity | Leak test | Every 30 min |
5.3 Finished Product Control
- Microbiological tests: total plate count, Salmonella, E. coli
- Chemical tests: moisture, protein, fat, ash
- Physical tests: hardness, elasticity, color
- Shelf-life tests: accelerated storage at 40 °C, 75 % RH
All results are recorded digitally in a Batch Manufacturing Record (BMR) for traceability.
6. Food Safety & Compliance
Modern pet treat factories must adhere to human-food-grade standards.
6.1 Core Systems
- HACCP (Hazard Analysis and Critical Control Points)
- ISO 22000 / FSSC 22000 food safety certification
- GMP (Good Manufacturing Practice) design
- BRC / FDA registration for export markets
6.2 Critical Control Points (CCPs)
- Thermal processing — kill-step validation (≥90 °C for >10 min).
- Metal detection — at packaging outlet.
- Moisture & aw control — prevents mold growth.
- Cleaning validation — swab tests post-CIP.
6.3 Sanitation Program
- CIP (Clean-in-Place) for mixers, extruders, dryers
- Daily sanitation log
- Detergents verified as food-grade, non-residual
Compliance not only prevents recalls but also enhances brand reputation internationally.
7. Energy Efficiency and Sustainability
Sustainability is now a strategic advantage.
Key measures:
- Heat recovery systems on dryer exhausts (up to 25 % energy saving)
- LED lighting and variable-frequency drives (VFDs)
- Water recycling from CIP rinse stages
- Biogas or biomass boilers replacing fossil fuels
- Eco-friendly packaging (recyclable mono-PE, paper-laminated films)
Environmental reporting aligns with ESG (Environmental, Social, and Governance) standards, attracting global partners.
8. Maintenance and Lifecycle Management
8.1 Preventive Maintenance Schedule
| Equipment | Interval | Task |
|---|---|---|
| Extruder screws | Every 1 000 h | Inspect wear, replace if >0.3 mm gap |
| Dryer fans | Monthly | Clean blades, check bearings |
| Mixers | Weekly | Verify shaft seals |
| Packaging machine | Daily | Calibrate seal temperature |
8.2 Spare Parts & Support
Maintain an inventory of critical spares: heating elements, sensors, bearings, PLC cards.
Manufacturers like Darin Machinery provide remote diagnostic service, video troubleshooting, and on-site training.
9. Example: Integrated Dog Snack Factory Layout (1 000 kg/h)
Main Features:
- Two parallel extrusion lines (Dental + Soft Treats)
- One baking line (Biscuits)
- Shared multi-layer dryers with zoned control
- Central oil-spray and packaging area
- Automated conveying between zones
Layout Flow (simplified):
[Raw Material Room]
↓
[Mixer → Preconditioner]
↓
[Extruder Line A] → Dryer → Coater → Packer
[Extruder Line B] → Dryer → Coater → Packer
↓
[Finished Warehouse]Material flow, utilities, and operator circulation are all unidirectional, with stainless-steel drains and epoxy floors.
10. Digital Transformation & Industry 4.0
Next-generation dog snack plants are becoming smart factories, merging AI, data analytics, and robotics.
Emerging Technologies:
- AI-driven recipe optimization — adjusts screw speed and moisture based on product quality feedback.
- Predictive maintenance — sensors detect vibration or torque anomalies.
- Collaborative robots (cobots) — assist in packing and palletizing.
- Cloud dashboards — allow global remote monitoring of multiple factories.
These systems reduce downtime, optimize resources, and provide traceable data for every batch.
11. Global Market Trends & Future Outlook
- Functional Treats Boom: Snacks fortified with probiotics, collagen, or joint supplements will dominate growth.
- Human-grade and “Clean Label” Movement: Transparency in sourcing and minimal additive use become purchasing drivers.
- Plant-based Pet Snacks: Pea, rice, and insect proteins replacing meat for sustainability.
- Regional Customization: Duck-based treats in Asia, beef in the Americas, fish in Nordic markets.
- Automation + Robotics: Labor-saving imperative amid global workforce shortages.
- Regenerative Manufacturing: Carbon-neutral production lines and renewable energy adoption.
Manufacturers combining innovation, flexibility, and sustainability will lead the next decade of pet treat evolution.
12. Building a World-Class Dog Snack Factory
A modern dog snack production line is far more than a collection of machines — it is a systematic integration of process engineering, automation, and food safety.
Success depends on four pillars:
- Scientific formulation based on nutritional and process compatibility.
- Optimized process design with reliable, energy-efficient equipment.
- Comprehensive automation ensuring consistency and traceability.
- Quality and compliance management aligning with global standards.
By mastering these aspects, manufacturers can deliver high-quality, export-ready dog snacks — from jerky and dental chews to biscuits, soft treats, and rawhide bones — meeting the rising expectations of pet owners worldwide.
Contact Us
For companies seeking to establish or upgrade a dog snack production facility, partnering with an experienced machinery provider such as Darin Machinery offers a proven path to success.
Darin delivers complete turnkey solutions — from plant layout design and equipment manufacturing to installation, operator training, and after-sales support — ensuring every client achieves efficient, compliant, and profitable production.








