
Producing biscuits on an industrial scale is not as simple as baking at home. Many biscuit factories, especially those upgrading from semi-manual to automated systems, face issues such as uneven baking, shape distortion, inconsistent weight, and high labor dependence. These problems directly lead to lower yield rates, higher energy costs, and unstable product quality. The solution lies in adopting a fully automatic biscuit production line, which integrates precise mixing, continuous forming, tunnel baking, oil spraying, cooling, and automated packaging into one synchronized process. This integration not only ensures consistent quality but also dramatically improves production efficiency and hygiene standards.
A complete biscuit production line automates the full process — from ingredient preparation to finished packaging — including mixing, sheeting, forming, baking, cooling, and wrapping. Using PLC and servo-driven control, modern lines achieve high consistency, reduced waste, and flexible changeover between hard and soft biscuit types.
If you are planning to start or modernize a biscuit manufacturing plant, understanding the entire process and the machinery behind each stage is crucial. The following sections explain each component, its working principle, control technology, and how Darin Machinery provides a turnkey solution tailored to your product type and production capacity.
Automatic biscuit lines require zero operator intervention once started.False
While modern systems minimize manual input, operators are still needed for monitoring, quality inspection, and maintenance.
Tunnel ovens used in biscuit production maintain uniform temperature using multiple heating zones.True
Each oven section has separate temperature control for even baking and color consistency.
Overview of the Biscuit Production Process
Before we dive into each step, let’s look at the standard workflow for a complete biscuit production line:
Ingredient Dosing → Dough Mixing → Sheeting / Laminating → Forming → Baking → Oil Spraying → Cooling → Stacking → PackagingEach phase involves specialized machinery designed for precision, hygiene, and efficiency. Depending on the product — whether it’s a hard cracker, soft butter biscuit, or sandwich type — the configuration can vary.

Complete Production Line Layout Example (Simplified)
| Section | Key Machine | Function | Automation Level |
|---|---|---|---|
| Ingredient Section | Automatic Dosing System | Accurate flour, sugar, and fat dosing | Full Auto |
| Mixing Section | Horizontal Dough Mixer | Uniform dough mixing | Semi/Full Auto |
| Sheeting Section | Laminator & Gauging Rolls | Dough sheet formation | Full Auto |
| Forming Section | Rotary Cutter or Molder | Biscuit shaping | Full Auto |
| Baking Section | Tunnel Oven | Moisture removal & coloring | Full Auto |
| Oil & Cooling | Oil Sprayer + Cooling Conveyor | Glossing & cooling | Full Auto |
| Packaging Section | Stacker + Flow Wrapper | Final packing | Full Auto |
Step Summary:
- Ingredient Preparation & Mixing
- Dough Sheeting & Lamination
- Forming / Cutting / Molding
- Baking (Tunnel Oven System)
- Oil Spraying & Cooling
- Stacking & Automatic Packaging
- Quality Inspection & Metal Detection
- Automation & PLC Control System
- Energy Efficiency & Heat Recovery
- Maintenance & Hygiene Standards
- Customization Options & Case Studies
- Conclusion & CTA
Part 2 — Dough Mixing & Sheeting System: The Foundation of Biscuit Texture and Quality
A successful biscuit line begins not in the oven, but in the mixing room. Dough quality directly determines biscuit texture, mouthfeel, and final yield. Poorly mixed or improperly hydrated dough causes deformation during forming or uneven coloring in the oven. Hence, precision in ingredient dosing and dough handling is the cornerstone of industrial biscuit production.

Step 1. Ingredient Preparation and Automatic Dosing
Modern biscuit lines adopt automatic dosing systems that ensure precise measurement and delivery of flour, sugar, fat, leavening agents, and water. The goal is to eliminate manual weighing errors and achieve reproducible dough properties across batches.
Core Equipment Used:
- Flour Silo and Conveyor System — Stores and pneumatically conveys flour to the mixer.
- Automatic Weighing Hopper — Measures flour, sugar, and other dry ingredients.
- Oil and Water Dosing Unit — Controls temperature and volume with ±1% accuracy.
- Additive Feeder — Handles minor ingredients like salt, baking powder, emulsifiers, etc.
| Equipment Name | Function | Key Parameters | Material |
|---|---|---|---|
| Flour Conveyor | Transfers flour from silo to mixer | 2–5 ton/h capacity | SUS304 |
| Dosing Hopper | Weighs ingredients precisely | ±0.5% accuracy | SUS304 |
| Liquid Doser | Controls water & oil temperature | 25–40 °C adjustable | SUS316 |
| Control Cabinet | PLC coordination of all dosing actions | Siemens PLC + HMI | — |
Technical Insight:
Uniform ingredient dosing affects gluten formation. Excess water causes sticky dough, while under-hydration leads to cracking during sheeting. Darin’s systems use digital load cells and proportional valves to maintain precision.
Step 2. Dough Mixing: Homogenization and Gluten Control
After dosing, ingredients enter the horizontal dough mixer. Mixing transforms the blend into a cohesive, elastic mass ready for sheeting. The process differs slightly between hard biscuits (low fat, high gluten) and soft biscuits (high fat, low gluten).
A. Types of Mixers Used
- Horizontal Paddle Mixer (Z-Blade or Sigma Type) – For hard doughs requiring strong gluten development.
- Planetary Mixer or Creaming Mixer – For soft doughs or cookies with high fat/sugar ratios.
- Continuous Mixer (for large-scale lines) – Automatically blends ingredients in a continuous stream.
| Mixer Model | Type | Batch Capacity | Power | Mixing Time |
|---|---|---|---|---|
| DR-HM100 | Horizontal | 100 kg | 11 kW | 10–15 min |
| DR-HM300 | Horizontal | 300 kg | 18 kW | 15–20 min |
| DR-PM150 | Planetary | 150 kg | 12 kW | 12–18 min |
| DR-CM | Continuous | Adjustable | 25 kW | Continuous flow |
Mixing Principle:
During mixing, gluten strands form as water interacts with flour proteins. Overmixing results in tough biscuits; undermixing yields crumbly dough. Temperature must remain between 25 °C–30 °C for optimal consistency.
Engineering Note:
In tropical climates, chilled water or glycol cooling jackets are used to control dough temperature. Consistent temperature ensures proper dough relaxation before forming.

Step 3. Dough Resting and Feeding
Once mixed, the dough should rest for 10–20 minutes to relax the gluten network. This allows easier sheeting and prevents shrinkage during baking.
Equipment:
- Resting Conveyor or Dough Maturation Trolley
- Feeding Hopper with Variable-Speed Screw Feeder
| Parameter | Value |
|---|---|
| Rest Time | 10–20 min |
| Temperature | 20–25 °C |
| Humidity | 50–60% RH |
| Feeder Capacity | 100–300 kg/h |
Dough resting is optional in biscuit production.False
Resting is essential for gluten relaxation and uniform thickness, especially for hard biscuits and crackers.
Tip from Darin Engineers:
Avoid stacking dough in bulk; instead, use shallow stainless trays for uniform temperature distribution and prevent fermentation.
Step 4. Sheeting and Lamination: Building the Biscuit’s Structure
After resting, dough moves into the sheeting section, which gradually compresses and laminates it into thin layers. This process defines the final texture — flaky and crisp for hard biscuits, dense and soft for butter cookies.
Main Equipment:
- 3-Roll Sheeter (Pre-sheeter)
- Laminator (Folding Conveyor System)
- Gauge Rolls (Thickness Reducers)
- Docking & Dusting Units
| Machine | Function | Control System | Thickness Range |
|---|---|---|---|
| Pre-Sheeter | Rolls dough into uniform sheet | Servo-controlled | 15–25 mm |
| Laminator | Folds sheets to create layers | PLC-timed folding | 4–7 layers |
| Gauge Roll 1 | Reduces thickness stepwise | 5–15 mm | |
| Gauge Roll 2 | Final thickness control | 1.5–2.5 mm |
Process Principle:
Lamination folds the dough upon itself repeatedly, introducing tiny air layers. When baked, these expand to form a crisp, layered structure typical of cream crackers or Marie biscuits.
Engineering Best Practices:
- Dusting Control: Lightly dust with flour or starch to prevent sticking; too much dusting affects color uniformity.
- Edge Recycle: Scrap dough from cutting should be reincorporated within 10–15 min to maintain moisture balance.
Step 5. Sheet Relaxation Conveyor (Optional)
After lamination, dough sheets pass through a relaxation conveyor for 2–3 minutes to equalize internal stresses before cutting. Without this step, shrinkage may occur during baking.
| Parameter | Value |
|---|---|
| Conveyor Length | 2–4 m |
| Belt Material | Food-grade PU |
| Speed | 5–20 m/min adjustable |
| Environment | 20–25 °C, low humidity |
Relaxation conveyors are necessary only for soft biscuit dough.False
Relaxation conveyors are mainly required for hard biscuit dough where gluten strength causes shrinkage.

Key Technical Considerations
| Factor | Influence | Recommended Control |
|---|---|---|
| Dough Temperature | Affects gluten development | Maintain 25–30 °C |
| Water Quality | Impacts dough elasticity | Use filtered, soft water |
| Mixing Speed | Determines uniformity | 35–45 rpm (hard dough) |
| Resting Time | Influences machinability | 15 min optimal |
| Lamination Layers | Define flakiness | 5–7 layers typical |
Automation & Data Control in Mixing Section
Modern Darin lines integrate PLC-controlled mixing systems that record every parameter: torque, temperature, batch time, and ingredient weights. This data ensures consistency across shifts and facilitates traceability for HACCP compliance.
System Features:
- Recipe storage (up to 200 formulas)
- Auto start-stop sequence
- Real-time torque monitoring
- Remote diagnostic access via Ethernet or 4G module
Benefits:
- 98% batch consistency
- 20–25% reduction in mixing time
- Elimination of human error in weighing
Material and Safety Standards
All components in contact with food are made from SUS304 or SUS316 stainless steel and meet CE / GMP / FDA hygiene standards. Mixer paddles are coated with Teflon to reduce sticking, and safety sensors prevent operation with open covers.
Hygienic Design Principles:
- Smooth welds, no dead corners
- Easy disassembly for cleaning
- IP65 electrical enclosures
- Non-toxic gaskets and seals

Practical Example: Mixing & Sheeting Line Configuration for 300 kg/h Biscuit Line
| Section | Machine Model | Key Specs | Remarks |
|---|---|---|---|
| Dosing | DR-DS300 | ±0.5% accuracy | Auto ingredient scale |
| Mixer | DR-HM300 | 300 kg/batch | Dual-speed blades |
| Feeder | DR-FD300 | 2-stage | Controlled via inverter |
| Sheeter | DR-SH300 | 3-roll + laminator | Adjustable roller gap |
| Gauge Roll | DR-GR200 | 2 sets | Final thickness 2.0 mm |
This configuration delivers stable dough quality for both hard and semi-soft biscuits, ensuring smooth downstream forming.
Common Mixing and Sheeting Problems & Solutions
| Problem | Cause | Solution |
|---|---|---|
| Dough too sticky | Excess water or temperature too high | Reduce water ratio, cool mixing room |
| Uneven sheet thickness | Misaligned gauge rolls | Calibrate rollers weekly |
| Cracks during rolling | Dough under-mixed or too dry | Increase mixing time or hydration |
| Shrinkage during baking | Insufficient resting | Extend relaxation time |
| Over-lamination | Too many folds | Limit to 5–7 layers for hard biscuits |
Process Optimization for Product Variants
Different biscuit types demand different dough rheology and sheeting parameters. Below is an example of parameter adjustments:
| Biscuit Type | Dough Moisture (%) | Lamination Layers | Final Thickness (mm) | Resting Time (min) |
|---|---|---|---|---|
| Hard (Marie) | 23–25 | 6 | 2.0 | 15 |
| Cracker | 20–22 | 7 | 1.8 | 20 |
| Soft (Butter) | 15–17 | — | 3.0 | 10 |
| Cookie | 12–15 | — | 3.5 | 8 |
Darin Machinery Advantages in Mixing & Sheeting
- Precision Engineering: Servo-driven sheeting and gauge rolls ensure dimensional accuracy.
- Easy Integration: Modular design compatible with existing conveyor systems.
- Energy Efficient: VFD-controlled motors reduce power consumption by 15–20%.
- User-Friendly: Central HMI panel with multilingual interface (English, Spanish, Chinese, etc.).
- Hygiene First: Open-frame design simplifies cleaning between batches.
Summary of Part 2
The ingredient preparation, mixing, and sheeting section forms the structural foundation of every biscuit. By ensuring consistent ingredient dosing, controlled gluten development, and precise lamination, manufacturers can guarantee uniform biscuit weight, color, and texture. With Darin’s automation and modular line design, producers can easily adjust recipes, minimize downtime, and scale production efficiently.
Part 3 — Forming, Cutting & Baking: How the Tunnel Oven Defines Biscuit Color and Texture
After the dough has been perfectly laminated and relaxed, the next challenge is shaping it accurately and baking it to perfection. These two stages — forming and baking — determine not only the appearance but also the flavor, moisture, texture, and shelf life of biscuits. Errors in this section can destroy an otherwise perfect batch of dough. That’s why industrial biscuit manufacturers rely on precision forming systems and multi-zone tunnel ovens engineered for stable temperature and airflow control.
Step 6. Forming Section: From Dough Sheet to Biscuit Shape
The forming section defines the biscuit’s geometry, pattern, and logo. Depending on the product type, two main methods are used: Rotary Cutting (for hard biscuits and crackers) and Rotary Molding (for soft biscuits and cookies).
A. Rotary Cutting — Precision for Hard Biscuits
Rotary cutters consist of two synchronized rollers:
- Cutter roller: Embosses and cuts the dough into shapes.
- Anvil roller: Provides the counter pressure to ensure clean separation.
This system is ideal for hard dough products such as Marie biscuits, soda crackers, or glucose biscuits.
| Specification | Parameter |
|---|---|
| Roller Diameter | 250–300 mm |
| Roller Width | 800–1200 mm |
| Cutting Speed | 5–20 m/min |
| Power | 3–5 kW |
| Material | SUS304 + food-grade PU |
Engineering Note:
The rotary cutter roller surface is engraved with biscuit outlines and logo patterns using CNC machining. The anvil roller is often rubber-coated to absorb pressure and prevent tearing.
Scrap Recovery:
A scrap conveyor returns the trimmed dough edges back to the sheeter for reprocessing. This saves up to 3–5% of raw material per batch.
B. Rotary Molding — For Soft and Fancy Biscuits
Soft doughs with high sugar or fat content are too delicate to sheet and cut. Instead, they are shaped by rotary molders.
The dough is pressed into engraved cavities on a molding drum, then transferred to the oven band.
| Specification | Parameter |
|---|---|
| Drum Diameter | 250–350 mm |
| Width | 600–1200 mm |
| Molding Speed | 10–30 m/min |
| Power | 4–6 kW |
| Mold Material | Bronze or Food-grade Plastic |
Features:
- Servo-driven rollers for precision molding
- Teflon-coated scrapers prevent sticking
- Quick-change drum system for shape changeover
Shape Options:
Round, square, animal, logo, ridged, or custom 3D embossed patterns.
Rotary molders can be used for both hard and soft dough biscuits.False
Rotary molders are specifically designed for soft doughs with high fat or sugar, not for laminated hard doughs.
C. Docking and Panning
Hard biscuit sheets pass through a docking roller that perforates the dough. These small holes prevent air bubbles during baking.
For soft biscuits, panning conveyors transport dough pieces onto oven bands without distortion.
| Equipment | Function | Key Parameter |
|---|---|---|
| Docking Roller | Perforates hard dough | 1–2 mm pin depth |
| Panning Conveyor | Transfers formed biscuits | PU or wire mesh belt |
Step 7. Baking — The Heart of Biscuit Production
Baking transforms the raw dough into finished biscuits. It involves dehydration, starch gelatinization, fat melting, and Maillard browning reactions. Industrial biscuit lines use tunnel ovens that can reach lengths of 20 to 80 meters, operating continuously with automatic conveyor feeding.
A. Structure of the Tunnel Oven
A tunnel oven is a long, enclosed chamber with a moving baking band that carries the biscuits through multiple temperature zones.
Typical Oven Structure:
- Infeed Zone — Gentle heat to set shape and start moisture evaporation.
- Middle Zone — Higher heat for color development and moisture removal.
- Final Zone — Drying and stabilization of biscuit structure.
| Zone | Temperature | Function |
|---|---|---|
| Entry Zone | 180–220 °C | Dough expansion, gas release |
| Middle Zone | 220–270 °C | Color & flavor development |
| Exit Zone | 160–200 °C | Drying & crisping |
Oven Types Used:
- Direct Gas Fired (DGF) — High efficiency, fast response, suitable for crackers.
- Indirect Gas Fired (IGF) — Cleaner heat, ideal for soft biscuits.
- Electric Tunnel Oven — Used where gas supply is limited.
- Hybrid Oven — Combines DGF + Electric zones for flexibility.
B. Oven Conveyor Band Types
| Band Type | Material | Application | Advantage |
|---|---|---|---|
| Wire Mesh Band | Stainless steel | Hard & cream biscuits | Excellent airflow |
| Steel Band | Carbon or stainless steel | Soft biscuits | Uniform surface |
| PTFE-Coated Band | Non-stick belt | Sticky dough | Easy cleaning |
Engineering Tip:
Choose mesh bands for lighter doughs requiring rapid moisture removal; use solid steel bands for soft doughs that need smooth bottoms.
C. Airflow and Heat Control
Uniform heat distribution is critical. Darin tunnel ovens use forced convection fans and recirculation ducts to maintain even temperature and color.
Each zone has independent control for:
- Top & bottom temperature
- Air velocity
- Humidity exhaust rate
- Conveyor speed
Example Control Chart:
| Parameter | Control Range | Function |
|---|---|---|
| Top Heat | 150–300 °C | Browning |
| Bottom Heat | 150–270 °C | Moisture removal |
| Air Velocity | 2–5 m/s | Heat penetration |
| Exhaust Damper | 0–100% | Humidity control |
| Conveyor Speed | 1–10 m/min | Bake time regulation |
D. Baking Time and Moisture Balance
Baking time varies with biscuit type, thickness, and oven length. The goal is to reduce moisture from ~25% in dough to 2–3% in finished biscuits.
| Biscuit Type | Bake Time (min) | Final Moisture (%) |
|---|---|---|
| Hard Biscuit | 4–6 | 2.0–2.5 |
| Cracker | 5–7 | 2.5–3.0 |
| Soft Biscuit | 6–8 | 3.5–4.0 |
| Butter Cookie | 8–10 | 4.0–5.0 |
Longer baking time always makes biscuits crispier.False
Crispness depends on final moisture and formulation; overbaking can cause excessive browning and flavor loss.
E. Moisture Uniformity and Oven Exhaust
Uniform drying prevents warping and breakage. Darin ovens include:
- Adjustable exhaust chimneys to remove steam.
- Moisture sensors for real-time feedback.
- PID temperature controllers for ±1 °C accuracy.
Moisture Gradient Diagram (Typical):
| Oven Zone | Moisture (%) | Observation |
|---|---|---|
| Entry | 18–22 | Steam forms on surface |
| Middle | 8–12 | Color develops |
| Exit | 2–3 | Fully dry, crisp texture |
F. Color Uniformity & Surface Texture
Oven design and heat profile determine biscuit appearance.
- Excess bottom heat: dark base, pale top.
- Excess top heat: blistered surface.
- Uneven airflow: inconsistent color.
Solution: Use Darin’s balanced top-bottom PID system and adjustable air ducts for consistent color and texture across the oven width.
Step 8. Energy Efficiency in Baking
Industrial ovens consume up to 60% of total energy in a biscuit plant. Modern Darin ovens integrate energy recovery systems and smart burners for cost reduction.
| Energy Saving Feature | Function | Energy Saving |
|---|---|---|
| Heat Recovery Unit | Reuses exhaust air for preheating | 10–15% |
| Smart Burners | Modulate flame output by zone | 8–12% |
| Insulated Panels | Minimize heat loss | 5–7% |
| Variable Speed Fans | Adjust air velocity | 5–10% |
Environmental Note:
Switching from traditional single-burner ovens to multi-zone controlled Darin models can reduce CO₂ emissions by up to 25% per year.
Oven Safety and Maintenance Standards
Safety Systems Include:
- Flame failure sensors
- Pressure relief valves
- Automatic shut-off interlocks
- Temperature alarms and emergency stops
Maintenance Schedule:
| Component | Frequency | Action |
|---|---|---|
| Burners | Weekly | Clean and calibrate |
| Fans | Monthly | Lubricate bearings |
| Conveyor Band | Weekly | Clean & tension check |
| Thermocouples | Monthly | Accuracy verification |
| Exhaust Ducts | Quarterly | Remove carbon deposits |
Case Study: 60 m Gas Tunnel Oven for 600 kg/h Biscuit Line
Client: Medium-scale biscuit factory, Vietnam
Configuration:
- Oven Type: 3-zone Direct Gas Fired
- Band Width: 1200 mm
- Capacity: 600 kg/h
- Power Consumption: 90 kW
- Gas Consumption: 55 m³/h
- Moisture Variation: ±0.3%
- Color Uniformity: 98%
Result:
- Output increased by 35% after replacing old oven.
- Energy cost reduced by 22%.
- Uniform color and crispness across all batches.
- Payback period: < 18 months.
Visualization — Simplified Tunnel Oven Layout
[Infeed Section] → [Zone 1 - Expansion] → [Zone 2 - Color] → [Zone 3 - Drying] → [Outfeed Cooling]
↑ ↑ ↑ ↑
Fan System Gas Burners Exhaust Stack Cooling BlowerStep 9. Transition to Cooling Section
Once baked, biscuits exit the oven at around 90–100 °C. They must cool gradually to prevent cracking and moisture condensation inside packaging. The next section of the line handles this automatically through oil spraying and cooling conveyors.
End of Part 3 Summary
Forming and baking are the heart of biscuit manufacturing. The rotary cutter or molder determines the precision of shape, while the tunnel oven defines the texture, color, and final moisture balance. By combining multi-zone temperature control, PID regulation, and heat recovery, Darin Machinery achieves stable, energy-efficient biscuit baking with industry-leading quality standards.
Part 4 — Oil Spraying, Cooling & Packaging: Ensuring Biscuit Gloss, Freshness, and Shelf Life
When biscuits exit the tunnel oven, they are fully baked but still fragile and hot (around 90–100 °C). Direct packaging at this stage would cause condensation inside wrappers, leading to loss of crispness and microbial spoilage. Therefore, modern biscuit lines include post-baking treatment, cooling, and automated packaging systems to stabilize product moisture and prolong shelf life.
Step 10. Oil Spraying — Enhancing Appearance and Flavor
Oil spraying (also known as greasing or polishing) adds a thin layer of edible oil or sugar syrup onto the biscuit surface. This improves appearance, imparts flavor, and prevents moisture uptake during storage.
Key Functions:
- Adds golden gloss and uniform surface color.
- Enhances flavor perception through light fat coating.
- Acts as a barrier to humidity.
| Equipment | Function | Key Parameters |
|---|---|---|
| Oil Sprayer (DR-OS300) | Applies fine mist of edible oil | 3–6 g/m² adjustable |
| Oil Heating Unit | Maintains spray viscosity | 45–60 °C |
| Nozzle Type | Air-assisted atomizing | Stainless steel, 0.3–0.5 mm |
| Control System | Servo + PLC synchronization | ±3 % accuracy |
Process Principle:
The oil is pumped through fine atomizing nozzles that create a mist, evenly covering biscuits as they pass on the conveyor. A collection tray recycles excess oil.
Oil spraying only improves biscuit appearance without affecting flavor.False
Oil spraying also enhances mouthfeel and acts as a flavor carrier, influencing both taste and aroma.
Engineering Tips:
- Use refined palm or sunflower oil with high oxidative stability.
- Oil temperature must remain constant to avoid uneven coating.
- Install exhaust hoods above the sprayer to prevent vapor accumulation.
Step 11. Cooling Conveyors — Moisture Stabilization and Crack Prevention
After oil spraying, biscuits are cooled to near-ambient temperature (30–35 °C). Controlled cooling is essential to prevent condensation once packaged.
| Parameter | Typical Range |
|---|---|
| Initial Temperature | 90–100 °C |
| Final Temperature | 28–35 °C |
| Cooling Time | 15–20 min |
| Conveyor Length | 25–60 m |
| Air Flow Rate | 1.5–3 m/s |
| Belt Material | SUS304 Wire Mesh or PU |
Cooling System Types:
- Ambient Cooling Conveyor: Utilizes room air for natural convection — ideal for moderate climates.
- Forced Air Cooling Tunnel: Equipped with fans and blowers — for high-capacity lines or humid climates.
- Air-Conditioned Cooling Room: Temperature- and humidity-controlled — for premium biscuit lines.
Cooling Principle:
Heat exchange occurs by forced convection. Uniform air circulation ensures all biscuits cool evenly across the belt width.
Key Control Parameters:
- Maintain ambient humidity below 60 %.
- Ensure airflow direction opposite to conveyor movement for gradual temperature gradient.
- Prevent direct cold air jets that cause surface cracks.
Quality Insight:
Improper cooling is a leading cause of post-baking breakage and flavor degradation. Biscuits cooled too quickly become brittle; too slowly, they absorb moisture and lose crispness.
Step 12. Stacking and Alignment
Once cooled, biscuits must be stacked into uniform rows or piles ready for packaging. This stage requires precision handling to prevent chipping or misalignment, especially at high line speeds (300 – 1 000 biscuits/min).
| Machine | Function | Key Specs |
|---|---|---|
| Auto Stacker (DR-ST600) | Collects biscuits into aligned rows | Up to 800 biscuits/min |
| Row Multiplier | Divides or merges biscuit streams | Servo-driven gates |
| Lane Distributor | Feeds multiple packaging machines | 3–6 lanes adjustable |
| Buffer Conveyor | Temporarily stores overflow | PLC synchronized |
Operation Sequence:
- Biscuits enter from cooling conveyor.
- Sensors count biscuits per row.
- Servo stackers group and deliver to the packaging infeed.
Engineering Note:
Stacking units must have soft-contact polyurethane paddles to prevent edge breakage. Belt tension and speed synchronization are essential to avoid biscuit overlap.
Step 13. Packaging Systems — Protecting Freshness and Shelf Life
Packaging is not just the final step — it’s a barrier technology that preserves product quality, ensures hygiene, and enhances brand presentation.
A. Primary Packaging: Flow Wrapping Machines
Most modern biscuit plants use horizontal flow pack machines that wrap biscuits individually, in slugs, or in trays.
| Packaging Mode | Description | Speed |
|---|---|---|
| Slug Pack | Row of stacked biscuits wrapped together | 100–250 packs/min |
| Pillow Pack | Loose biscuits or cookies in pillow-type bags | 200–400 packs/min |
| Tray Pack | Biscuits arranged in plastic trays | 80–150 packs/min |
| Family Pack / Multipack | Multiple slug packs grouped | 50–100 packs/min |
Machine Features:
- Servo-driven feed rollers and sealing jaws.
- Touch-screen HMI with recipe memory.
- Auto photo-eye registration for print marks.
- Nitrogen flushing option for extended shelf life.
Flow wrapping completely eliminates oxygen inside the pack.False
Flow wrapping reduces oxygen but does not create a total vacuum; nitrogen flushing is needed for extended freshness.
Material Options:
- BOPP / Polypropylene / Metalized film for barrier protection.
- Heat-sealable laminates for strong seals.
B. Secondary Packaging: Cartoning and Case Packing
After primary wrapping, biscuits are automatically packed into cartons, boxes, or corrugated cases for transport.
| Equipment | Function | Speed |
|---|---|---|
| Cartoning Machine | Inserts wrapped packs into boxes | 10–20 cartons/min |
| Case Packer | Groups cartons into shipping cases | 5–10 cases/min |
| Labeling & Coding System | Prints date / batch codes | Inkjet or thermal transfer |
Traceability:
Integration with Darin’s central control allows batch tracking, QR code printing, and automatic rejection of underweight or unsealed packs.
C. Quality Control and Safety Inspection
To ensure only defect-free products reach the consumer, automated inspection systems are installed just before final packaging.
| Device | Function | Accuracy |
|---|---|---|
| Metal Detector | Detects metal contamination | ≤ 0.6 mm Fe |
| Checkweigher | Ensures correct pack weight | ± 0.2 g |
| Vision Camera | Checks print and seal quality | 99.9 % reliability |
| Reject Conveyor | Removes defective packs | Pneumatic pusher |
Engineering Tip:
Metal detectors must be calibrated weekly and located after cooling but before final sealing to prevent interference from heat or moisture.
Step 14. Storage & Distribution Conditions
After packaging, finished products should be stored in clean, dry conditions.
Typical warehouse standards:
| Parameter | Recommended Range |
|---|---|
| Temperature | 20–25 °C |
| Relative Humidity | < 60 % |
| Storage Duration | 6–12 months depending on formula |
| Pallet Type | Food-grade, non-wood |
| Stacking Height | ≤ 1.6 m |
Logistics Advice:
Use FIFO (First-In-First-Out) management to maintain freshness. Avoid exposure to direct sunlight or high humidity during transport.
Step 15. Automation Integration — Smart Factory Biscuit Packaging
Darin Machinery integrates end-to-end automation from the oven outfeed to final carton sealing. All systems communicate via an industrial Ethernet network (Profinet or EtherCAT).
Key Control Features:
- Central PLC + SCADA dashboard for monitoring all conveyors and machines.
- Real-time OEE (Overall Equipment Efficiency) data.
- Automatic synchronization of packaging speed with oven output.
- Alarm and maintenance logs stored for remote diagnostics.
| Control Element | Function | Benefit |
|---|---|---|
| Servo Synchronization | Matches each station speed | Prevents jams |
| Auto Reject Feedback | Stops feeding when defect detected | Reduces waste |
| HMI Recipe Recall | Quick format change | < 5 min changeover |
| Energy Monitoring | Tracks kWh usage per shift | Cost optimization |
Example:
When the oven speed changes, PLC automatically adjusts cooling fan speed and packaging feed rate to maintain continuous flow, minimizing downtime.
Real-World Example — 300 kg/h Line with Full Auto Packaging
Factory: Biscuit producer, Eastern Europe
Configuration:
- 30 m Tunnel Oven
- Oil Sprayer + 35 m Cooling Conveyor
- Triple-Lane Auto Stacker
- 3 × Flow Pack Machines (200 packs/min each)
- 1 × Cartoner + 1 × Case Packer
Results:
- Line efficiency: > 96 %.
- Labor reduced from 12 to 5 operators.
- Product rejection rate: < 0.5 %.
- ROI achieved in 14 months.
Process Flow Overview (Post-Baking Section)
Oven Outfeed → Oil Spraying → Cooling Conveyor → Stacker → Flow Wrapper → Cartoner → Case Packer → Palletizing → WarehouseDarin Machinery Advantages in Cooling & Packaging
- Hygienic Open-Frame Design — easy cleaning, minimal dust retention.
- Servo Precision Stacking — consistent alignment even at high speed.
- Film Saving Function — 3–5 % reduction in film consumption per pack.
- Integration Ready — connects with upstream oven controls.
- Remote Support — online troubleshooting through secure VPN link.
| Feature | Description | User Benefit |
|---|---|---|
| Modular Conveyor Design | Custom length and configuration | Fits any plant layout |
| Temperature & Humidity Sensors | Auto adjustment during cooling | Consistent crispness |
| Multi-language HMI | English, Spanish, Arabic, Chinese | Global usability |
| CE & GMP Certified | Meets food safety standards | Easier export compliance |
Sanitation and Maintenance Guidelines
Daily Tasks:
- Clean oil sprayer nozzles with hot water (60 °C).
- Wipe conveyors with 70 % alcohol solution.
- Empty crumb trays and vacuum crumbs daily.
Weekly Tasks:
- Lubricate bearings (food-grade grease).
- Inspect electrical sensors for alignment.
- Test packaging seals for leakage.
Monthly Tasks:
- Verify metal detector calibration.
- Check conveyor tension and alignment.
- Audit HMI data logs for abnormal downtime.
| Component | Frequency | Task |
|---|---|---|
| Oil Sprayer | Daily | Flush system, clean filters |
| Cooling Fans | Weekly | Dust removal |
| Stackers | Weekly | Belt alignment |
| Wrappers | Monthly | Seal jaw calibration |
| Cartoners | Monthly | Sensor inspection |
Environmental and Energy Considerations
Darin packaging systems adopt smart standby and motion optimization to reduce idle energy usage.
| Technology | Function | Energy Saving |
|---|---|---|
| Servo Standby | Stops motors when idle | 8–10 % |
| Heat-Sealer PID | Maintains minimal heat loss | 5–7 % |
| LED Illumination | Efficient lighting | 3 % |
| Air-Recirculation Fans | Reduces cooling load | 4–6 % |
Eco-Friendly Film Options:
- Recyclable mono-PP films.
- Compostable bioplastics for sustainable brands.
Summary of Part 4
The post-baking section defines product stability and consumer satisfaction. Proper oil spraying adds appeal; controlled cooling maintains texture; precision packaging locks in freshness. By combining servo automation, data-driven control, and hygienic design, Darin Machinery delivers fully integrated downstream solutions that maximize efficiency, product quality, and energy savings — from oven outfeed to final carton.
Part 5 — Quality Control, Factory Layout, Maintenance, and Complete Solutions from Darin Machinery
Producing world-class biscuits is more than mechanical automation; it’s a discipline of quality assurance, hygiene, energy efficiency, and smart plant management. A truly competitive factory integrates process precision + real-time monitoring + preventive maintenance, ensuring every biscuit tastes and looks identical — batch after batch.
Step 16. Quality Control & Inspection Procedures
Biscuit quality depends on consistent color, weight, texture, and flavor. Modern plants embed inline and offline quality control (QC) systems at each critical stage.
A. Inline Inspection (Real-Time Control)
These systems operate continuously and automatically during production.
| Control Point | Equipment | Parameter Monitored | Typical Tolerance |
|---|---|---|---|
| Ingredient Dosing | Load cell + PLC | Weight ratio | ±1% |
| Mixing | Torque sensor | Dough consistency | ±0.05 Nm |
| Sheeting | Laser sensor | Thickness | ±0.1 mm |
| Oven Exit | IR camera | Surface color | ±2% |
| Packaging | Checkweigher | Net weight | ±0.2 g |
Advanced System: Darin’s lines can connect these sensors into a central SCADA platform, displaying real-time trends and automatically adjusting motor speeds, heater outputs, and dosing rates for stable operation.
B. Offline Inspection (Batch Testing)
After every shift or batch, laboratory technicians verify physical and sensory properties:
| Test Item | Equipment | Standard Value | Frequency |
|---|---|---|---|
| Moisture | Digital moisture analyzer | 2–3% | Every 2 hrs |
| Hardness | Texture analyzer | 5–12 N | Every 4 hrs |
| Color (Lab*) | Colorimeter | L = 65–75 | Every 4 hrs |
| Fat Content | Soxhlet apparatus | 8–15% | Daily |
| Microbial Load | Petri film test | < 100 cfu/g | Daily |
Biscuit moisture below 2% makes it more stable and crunchy.True
Moisture between 2–3% prevents microbial growth and ensures crispness.
C. Metal Detection and Vision Sorting
- Metal Detector: Detects ferrous and non-ferrous metals; placed before packaging.
- Vision Inspection System: Cameras detect cracks, color variations, or missing patterns.
- Reject System: Automatically diverts non-conforming products into rework bins.
Integration: All QC systems log data automatically to meet ISO 22000 / HACCP traceability requirements.
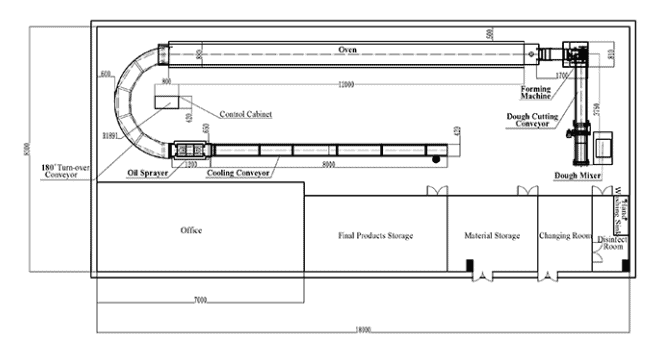
Step 17. Factory Layout Planning and Workflow Optimization
A well-planned layout ensures smooth material flow, hygiene zoning, and safety compliance.
Typical Factory Layout (for 600 kg/h Line)
Raw Material Room → Mixing → Sheeting → Forming → Baking → Cooling → Packaging → Finished Goods Warehouse| Area | Key Equipment | Size Recommendation | Hygiene Zone |
|---|---|---|---|
| Raw Material | Silos, Dosing Unit | 50–70 m² | Dry / Controlled |
| Mixing Room | Mixers & Feeders | 80–120 m² | Medium |
| Sheeting & Forming | Laminator, Cutter | 150–200 m² | High |
| Baking Area | Tunnel Oven | 60–90 m length, 3 m width | High |
| Cooling & Packing | Cooling Conveyor, Wrappers | 200–300 m² | Clean |
| Storage | Pallet Racks | ≥ 400 m² | Dry |
Workflow Tips from Darin Engineers:
- Maintain linear material flow without backtracking.
- Isolate baking and cooling zones to prevent heat interference.
- Provide pressurized clean air in packaging rooms.
- Design 1.2–1.5 m service aisles for maintenance access.
Step 18. Maintenance Program & Lifecycle Management
Preventive maintenance is crucial for line longevity and consistent product quality.
| Equipment | Maintenance Frequency | Typical Action |
|---|---|---|
| Mixer | Daily | Clean paddles, check bearings |
| Sheeter & Laminator | Weekly | Inspect belts, lubricate chains |
| Cutter / Molder | Weekly | Clean rollers, calibrate gap |
| Oven | Monthly | Check burners, calibrate thermocouples |
| Cooling Conveyor | Weekly | Clean mesh, align pulleys |
| Wrappers | Monthly | Adjust sealing jaws |
| Electrical Cabinet | Quarterly | Tighten terminals, backup PLC data |
Spare Parts Strategy:
Darin supplies a recommended spare parts package with every line, covering belts, sensors, bearings, and heating elements for 1–2 years of continuous operation.
Remote Support:
- Online diagnostics via secure VPN.
- Remote firmware updates.
- Predictive maintenance alerts based on motor load data.
Oven maintenance is only required once a year.False
Regular monthly inspections prevent burner fouling, carbon buildup, and uneven heating.
Step 19. Hygiene and Food Safety Design
All Darin biscuit lines comply with GMP, CE, ISO 9001, HACCP, and FDA food contact material standards.
Hygienic Design Principles:
- Open-frame stainless steel construction.
- Tool-free disassembly for cleaning.
- Sloped surfaces to prevent water pooling.
- IP65-rated electrical enclosures.
- Non-toxic polymer seals and FDA-approved lubricants.
| Sanitation Task | Frequency | Method |
|---|---|---|
| Conveyor Cleaning | Daily | Air knife + alcohol wipe |
| Mold Cleaning | Daily | Hot water rinse |
| Oven Interior | Weekly | Carbon scraping |
| Sprayer System | Daily | Oil flushing |
| Packaging Line | Daily | Alcohol wiping & air purge |
Personnel Requirements:
- Color-coded uniforms by zone.
- Hairnets, gloves, and hand sanitizer stations.
- Training on allergen control and cross-contamination prevention.
Step 20. Energy Management and Sustainability
Darin Machinery integrates green manufacturing principles to lower cost and environmental footprint.
| Technology | Description | Energy Saving |
|---|---|---|
| Heat Recovery System | Captures oven exhaust heat for preheating air | 10–15% |
| Variable Frequency Drives (VFD) | Optimizes motor speed | 5–10% |
| LED Lighting + Motion Sensors | Smart illumination | 3–5% |
| Compressed Air Optimization | Eliminates leaks & overpressure | 5–7% |
| Waste Heat Water Heating | Reuses heat for cleaning water | 4–6% |
Environmental Benefits:
- Reduced CO₂ emissions.
- Lower natural gas and electricity bills.
- Compliance with ISO 14001 standards.
Sustainable Packaging Options:
- Mono-material recyclable films.
- Bio-compostable wraps for eco-conscious brands.
- Efficient film-cutting algorithms reducing waste by 4–6%.
Step 21. Case Study — Darin 1000 kg/h High-Capacity Biscuit Line (Middle East)
Client Profile: A leading biscuit manufacturer supplying multiple GCC countries.
Objective: Increase capacity, uniformity, and energy efficiency.
Solution Delivered by Darin:
- 80 m Hybrid Gas/Electric Tunnel Oven.
- 5-Layer Laminator for hard biscuits + optional rotary molder for cookies.
- Fully automated packaging zone with 4 servo flow wrappers and robotic case packer.
- SCADA integration with ERP for production tracking.
Results:
- Output: 980–1020 kg/h continuous.
- Gas consumption reduced by 18 %.
- Downtime cut from 6 % → 2 %.
- ROI achieved in 13 months.
- Product rejection < 0.3 %.
Customer Feedback:
“After installing the Darin line, we achieved consistent product color, improved baking efficiency, and reduced manpower by half. The integrated control system gave us full visibility of operations.”
Step 22. Compliance and Certification Support
Darin assists customers with compliance audits and certification preparation.
| Certification | Scope | Support Provided |
|---|---|---|
| CE | Machine safety | Electrical & mechanical testing |
| ISO 9001 | Quality Management | Document templates |
| HACCP | Food Safety | Process mapping |
| GMP | Hygiene Compliance | Material traceability |
| FDA (US) | Contact materials | Certificates of conformity |
Auditing Assistance:
Darin provides pre-audit documentation, machine validation protocols, and operator training to ensure certification success.
Step 23. Integration & Expansion Capabilities
Darin lines are modular — allowing future upgrades as production scales.
| Expansion Module | Description | Added Value |
|---|---|---|
| Sandwich Creamer | Adds cream-filled biscuits | +30 % product variety |
| Chocolate Enrober | For chocolate-coated biscuits | Premium product range |
| Cooling Tunnel | Chilled air for chocolate biscuits | 18–20 °C zone |
| Packing Robot | Automated carton loading | Labor reduction |
| IoT Dashboard | Cloud monitoring | Data-driven management |
Smart Factory Ready:
All control systems are compatible with Industry 4.0 protocols, enabling data collection, predictive analytics, and mobile monitoring dashboards.
Step 24. Economic Analysis — Cost, Output & ROI Estimation
| Line Model | Capacity (kg/h) | Energy Consumption (kW) | Operators | Estimated ROI |
|---|---|---|---|---|
| DR-150 | 150 | 60 | 2–3 | 24–28 months |
| DR-300 | 300 | 90 | 3–4 | 20–24 months |
| DR-600 | 600 | 130 | 4–5 | 16–18 months |
| DR-1000 | 1000 | 180 | 5–6 | 12–15 months |
Investment Insight:
Larger, fully automatic lines offer faster ROI due to lower labor cost per kilogram and higher energy efficiency.
Step 25. Why Choose Darin Machinery
| Advantage | Description |
|---|---|
| Turnkey Expertise | From layout design to training & after-sales support |
| Customization | Tailored for biscuit types, power source, and local conditions |
| Global Presence | Installations in 80+ countries |
| 24/7 Service | Remote support and on-site engineers |
| High Hygiene Standard | CE, ISO, GMP, FDA approved designs |
| R&D Capability | Continuous innovation with 20+ engineers |
| Energy Efficient Design | 15–25 % lower operational cost |
All Darin Machinery biscuit lines are made from stainless steel.True
All food-contact parts use SUS304 or SUS316 stainless steel for hygiene and corrosion resistance.
Step 26. Summary — The Complete Biscuit Line in Perspective
A modern biscuit production line is a symphony of automation:
- Mixing ensures uniform dough hydration.
- Sheeting and forming shape precision and texture.
- Baking gives color, aroma, and crispness.
- Oil spraying and cooling stabilize quality.
- Packaging seals freshness for global delivery.
Darin Machinery provides integrated solutions combining mechanical excellence, digital control, and hygienic design, enabling manufacturers to compete in world markets with efficiency, flexibility, and confidence.
Ready to Build Your Automated Biscuit Factory?
Whether you’re launching a new facility or upgrading an existing one, Darin Machinery delivers complete turnkey solutions — from design to installation and after-sales support.
📞 Contact Darin Machinery
🌐 Website: www.petreatsmachine.com
📧 Email: darin4@darin.cn
📱 WhatsApp: +86 156 5000 7983
Let’s create your high-performance, fully automatic biscuit production line — engineered for reliability, precision, and global success with Darin Machinery.






